Зношування деталей машин, елементів будівельних і промислових конструкцій залежить ві 232c24c 76; умов тертя і властивостей матеріалу виробу.
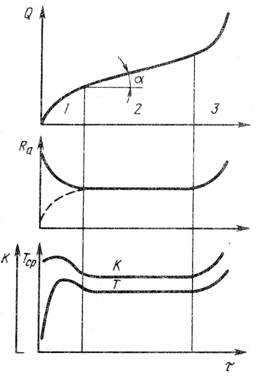
Залежність величини зношування Q, висоти мікронерівностей на поверхні тертя RQ, коефіцієнта тертя К и середньої об'ємної температури Т елементів пари ві 232c24c 76; тривалості роботи t
зношування, яке викликане ковзанням, коченням, ударом, корозійним тертям, зношування внаслідок гідравлічного впливу.
Таким чином, ступінь зношування залежно ві 232c24c 76; стану матеріалу можна виразити у втраті маси матеріалу, його деформації, зміні властивостей і переносі матеріалу.
Розрізняють зношування першого і другого роду залежно ві 232c24c 76; виду тертя. Зношування першого роду (стирання) супроводжується відривом часток металу і втратою маси. Зношування другого роду (зминання) позначається на зміні форми і розмірів металевого виробу. Ці явища при зношуванні проявляються одночасно.
Кожному виду зношування відповідає свій певний розвиток процесу і свої закономірності. Залежно ві 232c24c 76; виду зношування вибирають конкретні способи його попередження.
Процес зношування, обумовлений сухим тертям
тертя твердих тел. Вони служать для визначення характеристик пари матеріалів в аварійному режимі. Було показано, що при сухому ковзанні спостерігається сильна обмінна взаємодія між матеріалами, що підлягають тертю, граничними шарами і навколишнім середовищем. Через наявність механічної активації починають інтенсивно проходити хімічні реакції. При цьому істотно окислюється поверхня тертя, а внутрішні граничні шари поглинають азот і водень.
Встановлено, що характер протікання процесу зношування в значній мірі залежить ві 232c24c 76; навантаження, температури, швидкості і особливо ві 232c24c 76; складу навколишнього середовища.
Рідку проміжну речовину застосовують, щоб перевести сухе тертя твердих тіл у гідродинамічне, вільне ві 232c24c 76; зношування. Головна вимога до змащення це запобігання металевого контакту між поверхнями, що сполучаються, тому товщина масляної плівки повинна бути порівнянна з розмірами нерівностей поверхні матеріалу.
Ще більша ефективність змащення реалізується, якщо матеріали ковзної пари (наприклад, матеріали підшипника) можуть утворювати міцну ві 232c24c 76;окремлювальну плівку, що перешкоджає металевому контакту ковзних поверхонь. Ці плівки виникають в результаті хімічної реакції між змащенням, металами і повітрям.
Зношування, що викликане ковзанням зерен
продукти зношування. Вплив цих речовин на зношування проявляється по-різному.
Зношування коченням
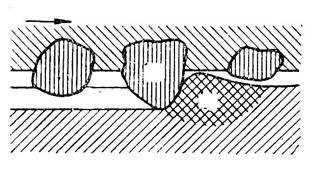
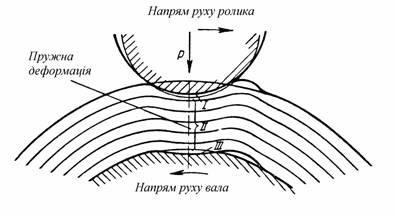
Рис. 9.4. Пружна деформація, обумовлена дією знакозмінного навантаження на роликові підшипники: I і III зони механіко-фізико-хімічного впливу; II зона механічного впливу
при якому йде утворення ямок (піттінга), пропорційно зворотній величині куба навантаження.
Корозійне зношування тертям
Зношування потоком рідини
Зношування матеріалу поточною рідиною відбувається, по-перше, через чисто гідравлічне руйнування і, по-друге, через абразивну дію піску або піщаної ерозії. Вплив рідини проявляється у вигляді краплинного удару і кавітації. В основі піщаної ерозії лежить процес зношування, при якому частки матеріалу віддаляються переважно зрізанням. Особлива форма зношування потоком (що спостерігається особливо часто при литті під тиском)
Піщана ерозія
Піщана або циркуляційна ерозія є особливою формою зношування ковзанням, причому як сполучена речовина виступає вода, а пісок, що захоплюється нею, являє собою проміжне тіло, тобто засіб зношування. Картина зношування відрізняється хвилястою структурою відповідної поверхні. Піщана ерозія часто супроводжується корозією, коли вода містить іони і ві 232c24c 76;сутні шари оксидів, що перешкоджують корозії. Аналогічно зношуванню струменем визначальними є абразивність піщаних зерен і швидкість потоку. Кут між напрямком руху потоку і зразком (через утворення вихрів біля зразка) не грає, однак, такої великої ролі, як кут падіння при зношуванні струменем.
Кавітаційне зношування
Кавітація, або утворення порожнеч, відповідає такому стану потоку, при якому рідина, що рухається, внаслідок занадто високої швидкості відривається від поверхні зразка. На цьому місці виникає пузирчик пара зі зниженим тиском, що миттєво захлопується. При цьому мікроскопічно малі поверхні піддаються впливу дуже твердих, непружних ударів рідини, які в найбільш слабких ділянках поверхні (крихкі границі між зернами, включення) приведуть до поступового руйнування і віддалення часток матеріалу.
Ерозія струменем лиття
Особлива форма зношування потоком спостерігається при литті під тиском металевих сплавів. При цьому виготовлені з великою точністю ливарні форми заливають під тисками в кілька тисяч атмосфер. Залежно ві 232c24c 76; конструкції живильного отвору ливарної форми струмінь б'є під більшим або меншим кутом у стінку форми. Термічні змінні навантаження виникають в процесі робочого циклу і приводять до виникнення тріщин перепалу, розмиттю поверхні, на яку падає струмінь. Так, наприклад, тонкі перегородки зі спеціальної сталі роблять у формах змінними, тому що вони досить швидко утрачають точність своїх розмірів.
тертям?
основна вимога пред'являється до мастильної речовини у випадку зношування ковзанням зі змащенням?
металевих сплавів?
тіл, що підлягають тертю, а також підвищені температури обумовлюють інтенсивний розвиток дифузійних процесів, які приводять до зміни структури, хімічного і фазового складу матеріалів. Фізико-хімічна взаємодія поверхні металу з навколишнім середовищем приводить до утворення плівок, так званих вторинних структур.
середовищах, що вміщуть водень (вода, авіаційне паливо, деякі типи змащень, гліцерин і ін.), а також у парі з деревом, пластмасами викликає різке окрихчування поверхневого шару. Інтенсивне викришування крихкого шару металу, що вміщує водень, сприяє розвитку особливого виду прискореного зношування поверхні тертя, яке одержало назву водневого зношування.
ємах. Фрикційне нагрівання сприяє протіканню в поверхневому шарі процесів відпуску, повернення і рекристалізації, що приводить до знеміцнення поверхні, зниженню її несучої здатності, посиленню схоплювання. У тяжких умовах тертя (високі швидкості і тиски, відсутність змащення), коли має місце інтенсивне фрикційне нагрівання, в поверхневому шарі сталі може ві 232c24c 76;буватися α → γ перетворення. Виникає так званий аустеніт тертя.
1. Під впливом яких факторів при терті має місце інтенсивний розвиток дифузійних процесів?
Величина зношування може бути визначена прямо або побічно.
визначення
абсолютної
лінійної
величини
зношування ![]() Dl
Dl
DV
визначення абсолютної величини зношування за масою (∆m (наприклад, в міліграмах або грамах).
Ці величини можуть бути представлені як ві 232c24c 76;носні параметри, наприклад, лінійна швидкість зношування (мкм/г); питома відносна лінійна величина зношування (мм/кг); лінійна відносна величина зношування (безрозмірний коефіцієнт або ві 232c24c 76;сотки %).
(поверхні), щодо якої проводять вимірювання деталі до і після випробувань.
полягає в тому, що на робочу поверхню наносять поглиблення певної геометричної форми (конус, піраміда, сфера і ін.). При зношуванні поверхневого шару деталі ві 232c24c 76;бувається зменшення глибини і інших розмірів поглиблення, за якими судять про величину лінійного зношування даної ділянки поверхні. Метод штучних баз призначений для оцінки місцевого або локального лінійного зношування деталей. Система таких поглиблень дозволяє оцінити характер розподілу зношування по робочій поверхні деталі. Поглиблення наносять на поверхню деталі методом відбитків і методом вирізних лунок. Відбитки звичайно наносять чотирьохгранною алмазною пірамідою із квадратною основою і кутом при вершині між протилежними гранями 136° (такі піраміди використовують в твердомірах Віккерса ПМТ-3). Глибину відбитка h обчислюють за формулою h=0,143d, де d довжина діагоналі відбитка. Лінійне зношування визначають як різницю глибини ві 232c24c 76;битків до і після випробування: Dh = h1 h2 = 0,143 (d1 d2), де h1 глибина відбитка до випробування; h2 після випробування.
Dh Dd (tg 90 a/2), де d діаметр відбитка, a a=120° величина Dh Dd за допомогою мікроскопа МПБ-2. Слід зазначити, що на результат виміру розмірів відбитків впливає здимання металу по краях ві 232c24c 76;битка. Тому перед виміром здимання усувають шліфуванням або проводять перший вимір після припрацьовування деталей. Застосування методу відбитків затруднено, коли зношування супроводжується пластичною деформацією поверхневого шару, що приводить до спотворення форми і порушенню відбитків. При використанні методу мікротвердості відбитки після випробування деталей важко виявити. Форма відбитків після зняття навантаження на індентор помітно змінюється, особливо в матеріалах з високою границею текучості, в результаті пружного відновлення матеріалу. У цьому випадку використовують спосіб нанесення поглиблень метод вирізних лунок. На поверхні деталі вирізають за допомогою обертового алмазного різця (у вигляді тригранної призми) поглиблення у формі гострокутної лунки (рис. 9.5). Глибину лунки визначають за формулою h=0,125l2/r, де l довжина лунки; r радіус обертання різця. Лінійне зношування для плоскої поверхні визначають за зменшенням глибини лунки Dh = 0,125 (l12 - l22) r-1.
відсутність
видавлювання
металу по
краях лунки,
зміни форми
лунки, а
також більша
точність
методу.
Співвідношення
між глибиною
і довжиною
лунки
становить 1:50 + 1:80
проти 1:7 при
методі
відбитків.
Рекомендується
наносити лунки
наступних
розмірів: l=1+
a-частками) і нейтронами, прискореними до енергії 1020 МеВ. Опромінення деталей здійснюється на прискорювачі (циклотроні). Одночасно з деталями активують зразки, які потім використовують для побудови тарувального графіка залежності зміни радіоактивності поверхні ві 232c24c 76; глибини зношеного шару: N/Nо=f (Db), де No початкова швидкість рахунку імпульсів, N швидкість рахунку імпульсів після зношування поверхневого шару товщиною Db g
висока чутливість, швидкість вимірів, можливість безперервних вимірів без зупинки і розбирання машини (вузла), незалежність властивостей радіоактивних ізотопів ві 232c24c 76; температури, тиску, стану поверхні і інших параметрів. Перевагою цього методу є можливість проведення вибіркового контролю, тобто, одержувати дані про зношування не всіх тертьових деталей, з яких продукти зношування попадають у масло (як у випадку методу «залізо в маслі»), а тільки деталі, що досліджуються.
До недоліків радіоактивного методу ві 232c24c 76;носиться:
при випробуванні металів із твердістю менш НV150
при випробуванні металів із твердістю НV150 і вище
Всі зразки
однієї серії
випробовують
на одній і
тій же
машині.
Випробування
проводять
при терті
торця
циліндричного
зразка по поверхні
абразивної
шкурки по
спіралі
Архімеда в
напрямку ві
232c24c 76;
центра диска
до периферії.
Радіальна
подача
зразків на
кожний оберт
диска
становить
проходити при однакових умовах: зразки повинні пройти той же самий шлях тертя в межах всієї серії випробувань.
 (9.1)
(9.1)
Dl
Dl
dе фактичний діаметр еталонного зразка, мм;
dн фактичний діаметр зразка, що досліджується, мм.
випробування фізичних і механічних властивостей матеріалів;
У тих випадках, коли зношування відбувається під дією абразивних часток, що попадають між двома сполученими деталями, явище ускладнюється, тому що абразивні частки дряпають обидві поверхні в різній мері, залежно ві 232c24c 76; співвідношення механічних властивостей матеріалів деталей, відносного шляху тертя і інших факторів.
Надійність результатів випробувань на цих машинах залежить ві 232c24c 76; того, настільки точно умови випробування відповідають експлуатаційним.
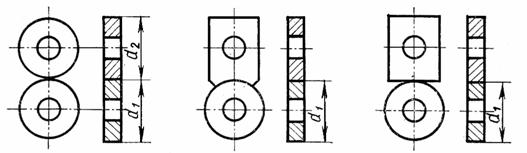
а б в
при чистому коченні (верхній зразок знаходиться вільно на осі) і при коченні із проковзуванням (верхній зразок обертається з ві 232c24c 89;сю); б
Розміри
зразків вал-втулка:
при
навантаженні
до 250 кгс (2452,5 Н)
довжина і
внутрішній
діаметр
зразка «вал»
відповідно 30
і
показників зношування?
|
