Echipamentul de comanda numerica (ECN)
1. Sistemul numeric de prelucrare se compune din doua parti
![]()
Echipament de Echipament electric
Comanda Numerica Conventional
(NC) (EEC)
Unealta
Contactor Relee Variatoare
turatii - Panou operator - Cititor banda DNC![]()
![]()
![]()
111f59b
confirmari
111f59b
![]()

![]() Fig. 1.
Fig. 1.
Rolul ECN: - controlul in bucla inchisa a deplasarilor.
Precizie. Discutie.
transmite EEC comenzi pentru selectarea regimului tehnologic. Mod de transmitere.
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b Controlul deplasarilor: prin intermediul erorii
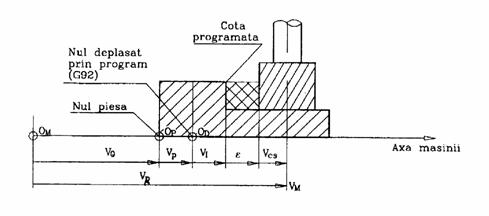
Fig.
= aMbMVM + aJ1bJ1VJ1 + a0b0V0 + apbpVp + aRbRVR + aCSbCSVCS + aibiVi + aJ2bJ2VJ2 (1)
In care: a = 1 sau 0 ; b = -1 sau 1
VM valoarea pozitiei curente a sculei in raport cu originea masinii stabilita prin microcontacte
am = bm = 1
VJ1 valoarea jocului de intoarcere; aJ1 = bJ1 = 1
(se considera numai deplasarea in sensul negativ al axei)
V0 deplasarea de origine a piesei in raport cu originea masinii, a0 = 1 ; b0 = -1
Vp deplasarea suplimentara de origine prin G92, aq = 1 ; bq = -1
VR valoarea cotei de referinta, cotare incrementala, pozitia momentana a sculei fata de OM la inceputul deplasarii, se considera si convectia de joc VM VR = VM + aJ1VJ1
Cand se ia in calcul VR, a0 = ap = 0 (fiind progr. G91) si invers aR = 0 cand se considera V0 si Vp
Valoarea bR = -1 intotdeauna
VCS valoarea corectiei de scula, aCS = -1 cand este programata G43 (bCS = 1) sau G44 (bCS= -1)
VI valoarea cotei programate aI = 1 bI = -1
VJ2 valoarea deplasarii suplimentare pentru pozitionari unidirectionale, bJ2 = +1
Cand → 0 se initiaza un ciclu de oprire
VR avans rapid F avans programat A0 anticipare oprire ZP zona de reducere
parabolica a vitezei de avans
111f59b
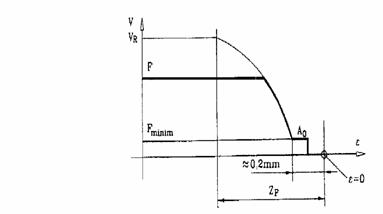
Fig. 3.
Din relatia (1) se poate deduce relatia:
VD = VP ± VC ± VCM ± .. (2)
In care: VD valoarea deplasarii organului mobil
VP valoarea programata
VC valoarea corectiei
VCM valoarea constantelor de masina
Schema bloc a unui ECN (tip CNC)
Panou MU Variator
avans Prelucrare
impulsuri Semnale
confirmare
111f59b
111f59b
111f59b
111f59b
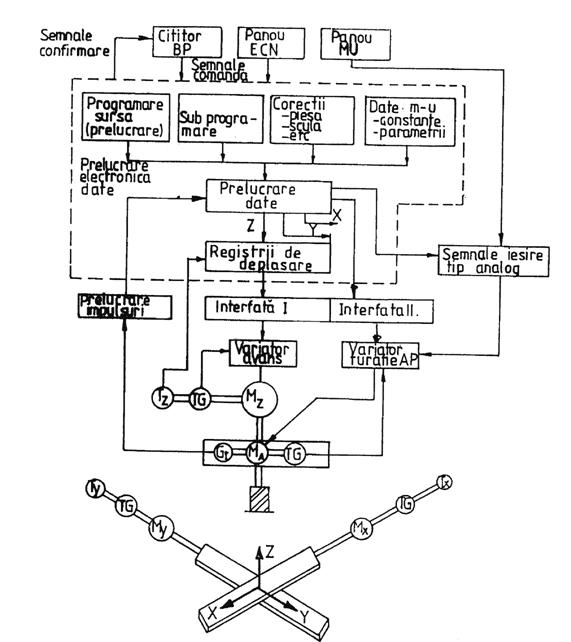
Fig. 4.
CONSULTATI [27,31]
3 Schema detaliata de principiu a structurii ECN
Traductoare Adaptor pentru echipamentul electric
conventional AEEC DNC Bus![]()
![]()
![]()
111f59b
111f59b
111f59b
![]()
![]()
![]()
111f59b

Fig. 5.
![]()
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b blocul introducere date: 8 biti, asigura corectitudinea datelor, citirea secventiala a blocurilor. Furnizeaza informatii:
- V1 , Vp , V0 prin adresele corespunzatoare axelor respective.
- VCS prin adresa COR,
- celelalte functii din bloc N, G, R etc.
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b M0 , MCS contin: valorile programate, deplasarile de origine, valorile deplasarilor suplimentare de origine si valorile corectiilor (reg. D);
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b Memoriile de functii MN , (ultimele valori programate pentru N, G, R, D, F, S, T, M);
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b Memoriile suplimentare pentru F (MF), G (MG) si cele pentru S si T (MS si MT)legate la interfata cu EEC;
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b Memoriile pentru valoarea corectiilor de joc (VJ1, VJ2) de regula realizate sub forma de baterii de comutatoare decadice;
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b Registrele blocurilor de reactie ( BRX , BRY , ) furnizeaza valoarea VM in magistrala de date.
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b Blocul sumator (S) efectueaza operatii succesive cu valorile furnizate de memorii si blocurile cu reactie pentru determinarea Rezultatul sumarii, este transferat spre ME si apoi la CN/A.
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b Blocul CN/A converteste valoarea avansului in sensul de tensiune si realizeaza reducerea parabolica a avansului.
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b Blocul de comanda (C) primeste semnale de la G , I , MG si MM si semnale de confirmare de la EEC.
Genereaza comenzi NC si semnale de comanda pentru EEC.
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b
O alta abordare a sistemului NC:
111f59b
Fig. 6.
Interfata realizeaza cuplarea circuitelor adiacente prin diferite solutii, exemplu: utilizarea unei fotodiode si fototrazistor.
Echipament
electric conventional Fototranzistor ECN Fotodioda
111f59b
111f59b
111f59b

Interfata iesire
Discutie
2.4 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b Clasificarea ECN
Posibilitati de prelucrare

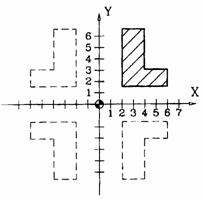
Fig. 7.
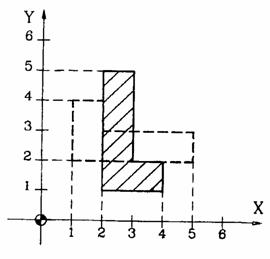
Programarea cotelor
G90 G91
O A X = 1 X = 1
Y = 2 Y = 2
A B X = 3 X = 2
Y = 1 Y = -1
B C X = 5 X = 2
Y = 5 Y = 4
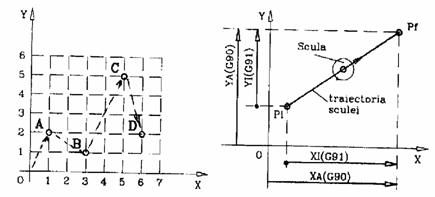
Fig. 8.
e
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b
Precizie G90 / G91 ( · 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b
Verificare lant dimensiuni
111f59b

Fig. 9.
CONSULTATI[22,23,28,25]
Circuit de comanda
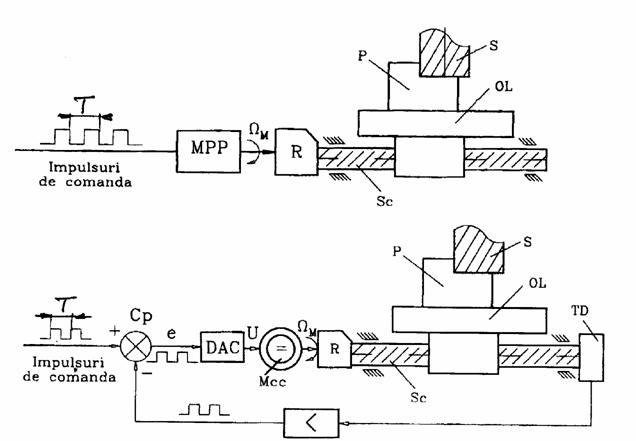
Fig. 10.
Discutie: domeniul de utilizare, structura, avantaje etc.
Realizare
Hardware 1 impuls comanda = 1 BLU
Software 1 bit = 1 BLU
3. 111f59b 111f59b 111f59b Programarea ECN
Pentru realizarea operatiilor de prelucrare ECN are nevoie de urmatoarele informatii specifice:
- 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b dimensiunile piesei;
- 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b deplasarile sculei cu mentionarea axei (ghidajul);
- 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b secventele de prelucrare;
- 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b selectare scula;
- 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b selectare viteza de aschiere si de avans.
Programul sorteaza informatiile intr-o anumita secventa si le converteste intr-un limbaj inteles de ECN cod ISO conform DIN 66025. [26,30,31,32,1,9,11]
3.1. Metode de programare

Fig. 3.1.
3. Programarea manuala
3.1. Aspecte fundamentale
Programul de prelucrare este alcatuit dintr-o insusire de blocuri NC, fiecare bloc defineste o anumita secventa de prelucrare. Cuprinde (fig. 3.2):
- 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b un caracter INCEPUT PROGRAM;
- 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b un numar de blocuri;
- 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b un caracter SFaRSIT PROGRAM.
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b STRUCTURA PROGRAMULUI
INCEPUT PROGRAM
![]()
111f59b |
NUME PROGR. |
LF | 111f59b |
||||
|
|
|||||||
![]() BLOCURI NC
BLOCURI NC
|
|
M02 |
M30 |
LF |
![]()
![]()
![]()
CUVANT NC SFARSIT PROGRAM
STRUCTURA BLOCULUI
|
NR. BLOC |
CUVANT NC |
CUVANT NC |
SFARSIT BLOC |
N20 G00 X20.0 Y35.0 LF |
![]()
![]()
BLOC
STRUCTURA CUVANT
|
ADRESA |
VALOARE NUMERICA |
X 20.0 |
![]()
![]()
![]()
![]() CUVANT
CUVANT
|
CARACTERE ALFABETICE (CA) |
CARACTERE SPECIALE (CS) |
CARACTERE NUMERICE (CN) |
X - 2 0 . 0 (CA) (CS) (CN) (CS) (CN) |
Fig. 3.2
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b BLOCURI: CUVINTE CU ADRESE
N20 G00 X-20000 Y-30000 M08 LF
TABULAR
20 TAB 00 TAB 20000 TAB 30000 TAB 08 LF
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b Formatul de programare
- concis: α1 α2 α3 n1 n2 n3 α1 : L, F
α2 : A, T
α3 : M, R, D
ni : axe
- detaliat: N04 G02 G02 XL ± 04.3 YL ± 0.4.3 ZL ± 04.3 R ± 04.3 ID 04.3 JD 04.3 KD 04.3 F04 D02 SO2 TO2 M02 M02 LF
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b Prima litera: adresa
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b A doua litera: L absolut si incremental
D numai incremental
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b Prima cifra: 0 zerourile nesemnificative pot fi omise
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b A doua cifra: numarul maxim de cifre dupa adresa
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b A doua si a treia cifra: numarul de cifre inainte si dupa virgula zecimala.
Observatii.: La echipamentele NC clasice virgula zecimala NU se programeaza. La CNC
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b LF sfarsit de bloc
3. Elementele blocului
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b Tipuri de blocuri:
- 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b principale
- 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b sub blocuri sau normale
Blocul principal trebuie sa contina toate informatiile necesare realizarii unui ciclu de prelucrare in aceasta zona din program.
:20 G01 X15.0 Y20.0 F250 S1200 LF
Sub blocul contine informatii diferite de cele din blocurile anterioare.
N20 Y40.0 LF
In cadrul blocului codurile (inclusiv M si G) pot avea caracter modal sau nemodal.
Fig. 3.3.
- blocuri optionale (eliminabile)
/ N20 Y40.0 LF
G01 X15.0 Y20.0 F250 S1200 LF
· 111f59b 111f59b 111f59b %functia: - inceput program
- 111f59b 111f59b sterge informatii din memoriile ECN (exceptie corectii si pozitii)
Un bloc principal urmat de mai multe sub-blocuri pot constitui o sectiune din program dedicata prelucrarii cu o anumita scula.
: 30 G00 .T02 M06 LF
![]() N35.. Sectiune
N35.. Sectiune
N40 dedicata
N45. prelucrarii
. cu scula
. numarul 2 (T2)
.
: 80 ..T03LF
Fig. 3.4
3.3. Structura informatiilor continute in blocuri:
Consideram
|
N04 |
G02 |
X ± 04.3 |
D02 |
I04.3 |
R ± 04.3 |
F04 |
S02 |
T02 |
M02 |
LF |
|
Y ± 04.3 |
J04.3 | |||||||||
|
Z ± 04.3 |
K04.3 | |||||||||
|
a |
b |
c |
d |
e |
f |
g |
h | |||
Din exemplul de format prezentat se pot retine urmatoarele tipuri de informatii:
a functii pregatitoare;
b informatii cu caracter geometric;
c registre pentru introducerea valorii corectiilor de scula;
d parametrii utilizati in interpolarea circulara sau in sistemul polar de coordonate;
e plan de referinta, asociat cu diverse cicluri fixe, poate avea si alte semnificatii cum ar fi raza unui cerc, etc.;
f parametrii tehnologici;
g selectare scula;
h functii auxiliare.
Fig. 3.5
Ordinea de scriere a informatiilor in bloc (cuvintele NC) este data de formatul de programare, fara insa a fi strict necesara. Semnificatia cifrelor de dupa adrese a fost indicata anterior.
Functii pregatitoare (G)
Prin cele doua cifre de dupa adresa G se genereaza, in ECN, o operatie de natura nedimensionala cum ar fi:
v 111f59b 111f59b 111f59b 111f59b Selectarea unei miscari de pozitionare sau conturare ( G00, G09, G02, G03);
v 111f59b 111f59b 111f59b 111f59b Activarea corectiilor de scula (G40, G41, G42, G43, G44);
v 111f59b 111f59b 111f59b 111f59b Selecteaza anumite cicluri fixe (G80, G81,);
v 111f59b 111f59b 111f59b 111f59b Selecteaza modul de cotare (G90, G91);
v 111f59b 111f59b 111f59b 111f59b Activeaza diferite deplasari de origine (G92, G54).
Pot fi programate, intr-un bloc mai multe functii G dar nu din aceeasi grupa.
La unele echipamente CNC sunt implementate functii G urmate de un grup de caractere mai mare decat cifra 2 (G309, BRISC).
Informatii dimensionale (X, Y, Z)
Pozitia sculelor in procesul de prelucrare este descrisa prin intermediul adreselor specifice fiecarei axe.
Cand se introduc deplasari ale sculei in program se va programa INTOTDEAUNA considerand scula in miscare si piesa fixa.
Cotare, recotare. Discutie

Fig. 3.6
O deplasare, pe axa X in sens negativ, de 27,62 mm se programeaza astfel:
X 27620 in formatul X ± 04.3, unitatea BLU (0,001 mm), pentru echipamente NC
sau
X 27.62 pentru echipamente CNC
Notiunea de: zero semnificativ
zero nesemnificativ
|
Dimensiunea ce trebuie programata |
Zerourile nesemnificative sunt omise |
Zerourile nesemnificative nu sunt omise |
|
Y 0,28 |
Y 280 |
Y 000028 |
|
Y 26,25 |
Y 26250 |
Y 002625 |
|
Y 148,1 |
Y 148100 |
Y 01481 |
|
Y 3232,62 |
Y 3232620 |
Y 323262 |
3.3.3. Corectia de scula (lungime, raza)
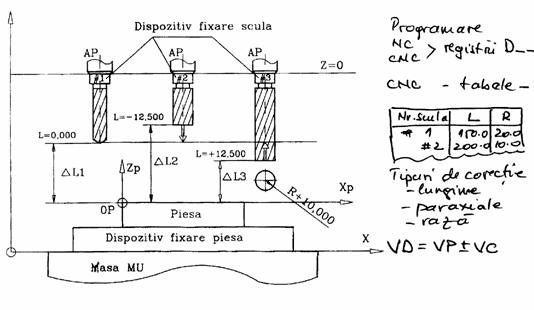
Fig.3.7.
111f59b
3.3.4 Informatii tehnologice (F, S)
F_ _ _ _ - viteza de avans, mm/min
- 111f59b 111f59b 111f59b 111f59b 111f59b avansul, mm/rot sau µm/rot
- 111f59b 111f59b 111f59b 111f59b 111f59b codul FRN min-1
FRN = viteza de avans / distanta 10 [min-1]
- 111f59b 111f59b 111f59b codul Magic Trei (MT)
a > 1 c1 c2 c3 c4 c5 c6 → C1C2C3 C1 = 3 + n
n → C2C3 = c1c2
a < 1 0, 0 0 c1 c2 c3 → C1C2C3 C1 = 3 n
Corelarea vitezei de
avans programata cu viteza reala de pe m-u. a<
111f59b
![]()
111f59b
n C2C3 = c1
c2
111f59b
![]()
![]()
![]()
S _ _ - turatia arborelui principal, rot/min
S _ _ _ _ - viteza de aschiere, m/min
- viteza constanta de aschiere, m/min
Exemplu
S1250 - 1250 rot/min
S10 - a 10-a turatie din gama de turatii a masinii
G96 S_ _ - mentinerea constanta a vitezei de aschiere
Selectare scula (T)
T _ _
T _ _ _ _
Exemplu:
T3 M6 pentru NC schimbarea efectiva
CNC schimbarea efectiva plus activare corectie de lungime
T8 - selectare scula, fara schimbare efectiva
Functii auxiliare (M)
Majoritatea functiilor M sunt modale. Cateva din cele mai raspandite functii sunt:
![]()
M00 stop programare; Derulare program
M01 stop programare optional;
M02 sfarsit program;
M30 sfarsit de program cu rebobinarea benzii perforate;
![]() M03 pornire arbore
principal in sensul acelor de ceasornic (CLW);
Echipamentul electric
M03 pornire arbore
principal in sensul acelor de ceasornic (CLW);
Echipamentul electric
M04 pornire arbore principal in sens antiorar (CCLW); conventional
M05 oprire arbore principal;
M06 schimbare scula;
M08/M09 pornire / oprire lichid de racire
Intocmirea programului de prelucrare
Modalitati:
- 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b manual, format ISO cuvinte cu adresa;
- 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b asistat de calculator: APT, APT-RCV, ADAPT, PROMO, CAM + POSTPROCESOR
- 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b digitizare;
- 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b direct la masina, regim conversational (TNC);
- 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b verbal, recunoasterea vocii de catre calculator.
CONSULTATI[23,24,27,30,31]
3.4.1. Masina-unealta
Sistemul de axe al MUCN (STAS 8902-71) : trendru
- 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b suport fizic: ghidajele m-u
- 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b suport geometric: tipul miscarii
Axe: Z: paralela cu AP, sens pozitiv: creste distanta P S
X: axa principala de miscare in planul in care se realizeaza pozitionarea S P, sens apozitiv functie de Z
Y a treia axa
Regula mainii drepte Fig.
3.10. Fig. 3.8. Fig.
3.7. Fig.
3.9.
111f59b
111f59b
111f59b
111f59b
111f59b
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b Exemple
zero
piesa Fig.
3.13. Fig.
3.14. Coord. punct
referinta Suma OFFSET pe
axa Zero
masina Punct ref.
piesa Punct ref.
piesa Suma OFFSET axa Z Zero
masina Punct setare
scula Coord.punct
ref. Fig.
3.12. Fig.
3.11.
111f59b
111f59b
111f59b
111f59b
![]()
![]()
![]()
111f59b
111f59b
111f59b
![]()
111f59b
![]()
111f59b
111f59b
111f59b
111f59b
111f59b
111f59b

Figura 3.14 evidentiaza faptul ca originea masinii nu coincide cu originea piesei:
- 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b programarea originii piesei prin functii G;
- 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b declararea originii piesei la omologarea programului.
Alegerea corecta a originii piesei in spatiul de lucru (fig. 3.10)
In cazul pieselor complexe

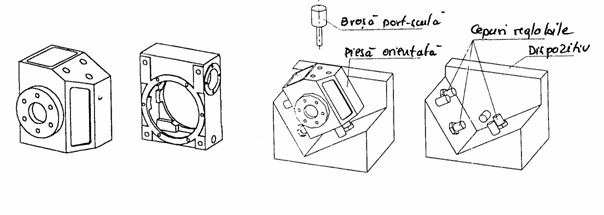
Fig. 3.15 Fig. 3.16
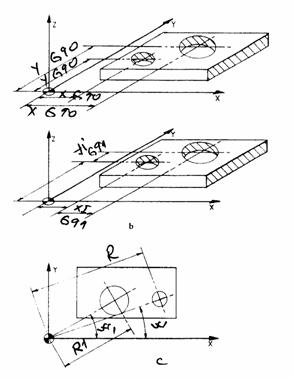
Deplasarea sculei intr-un punct al sistemului de coordonate poate fi descrisa prin:
- coordonate in sistem absolut (G90) (fig.3.17 a)
- incremental (G 91), fig. 3.17 b
- coordonate polare (G09), fig. 3.17 c
Facilitate: sisteme multiple de coordonate
Fig. 3.17
N20 G92 X 10000 Y 15000 LF Exprima noua
origine, fata de cea initiala, in punctul Op : X = 10000 Y
= 15000
111f59b
Fig. 3.18.
NOTA! Valoarea deplasarii pe fiecare axa reprezinta distanta de la punctul de zero care se declara la punctul in care se gaseste scula in acel moment.
- Programarea G92 poate conduce la erori, daca scula nu se gaseste in Op (originea veche).
Solutie mai convenabila:
- 111f59b 111f59b 111f59b programarea unui sistem multiplu de coordonate prin G54 ÷ G59 (fig. 3.19)

Fig. 3.19
Programul pentru prelucrare este urmatorul:
O 17 - program principal nr.17
N005 G54 - selectare sistem de coordonate nr.1
N010 G90 S700 M03 - sistem absolut de coordonate, turatie 700 rot/min.
N015 G00 X25.0 Y30.0 - deplasare rapida deasupra primei gauri
N020 Z10.000 D01 - deplasare rapida la 10 mm deasupra piesei, corectia de
lungime activa
N025 G01 Z-1000 F80 M08 - prelucrarea primei gauri
N30 G00 Z4.0 - retragere rapida la 4mm deasupra primei gauri
N045 G00 Z4.0 - idem, a doua gaura
N050 G55 X25.0 Y30.0 - selecteaza originea sistemului 2 si deplasare la prima gaura
N110 M30 - sfarsit programcu revenire pe caracterul O
Piesa
Factori asociati piesei:
marimea semifabricatului;
materialul piesei;
adaosul de prelucrare;
rugozitatea, tolerantele de executie;
rigiditatea piesei;
dispozitivele de fixare.
Semifabricatul. De regula trebuie prelucrat pe m-u conventionale. Este necesar sa aiba cel putin 2 fete pregatite pentru pozitionare corecta si alinierea cu axele X si Y. Pentru prelucrari prin strunjire, semifabricatul se prelucreaza pentru fixare in universal (alt dispozitiv) si intre varfuri.
Materialul piesei. Dicteaza parametrii regimului de aschiere, tipul sculelor, geometria lor, utilizarea sau nu a lichidului de aschiere.
Adaosul de prelucrare. In legatura directa cu timpul de prelucrare. Valori mari limitate de rigiditatea sistemului MDSP, puterea motoarelor etc.
Rugozitate, tolerante. Parametrii regimului de aschiere.
Rigiditatea piesei / dispozitivului de fixare. Sunt in relatie directa. Rigiditatea piesei dicteaza tipul de dispozitiv si modul de fixare a piesei.
Echipamentul de comanda numerica
In cazul programarii manuale trebuie cunoscute functiile G si M implementate, evident tipul de echipament si facilitatile oferite in afara de cele standard cum ar fi: imaginea in oglinda, schimbarea axelor, rotirea unghiulara, scalarea. Exista si alte facilitati specifice cum ar fi cele legate de corectii.
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b Imaginea in oglinda
 Este folosita pentru a genera o serie de miscari care
sunt imaginea in oglinda a unui contur.
Este folosita pentru a genera o serie de miscari care
sunt imaginea in oglinda a unui contur.
Imaginea in oglinda schimba sensul unor instructiuni de miscare cum ar fi G02 → G03; G41 → G42 etc.
Activare: functii de tip G_ G25, G26, G27 (NUM.321)
Fig. 3.20.
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b Schimbarea axelor X Y
 Aceasta inseamna ca ori de cate ori ECN citeste o
valoare X o va interpreta ca o valoare Y. Rezultatul acestei interpretari
este rotirea piesei cu 90o fata de pozitia
originala.
Aceasta inseamna ca ori de cate ori ECN citeste o
valoare X o va interpreta ca o valoare Y. Rezultatul acestei interpretari
este rotirea piesei cu 90o fata de pozitia
originala.
Este activata prin functii G(G08).
Fig. 3.21.
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b Rotirea unghiulara
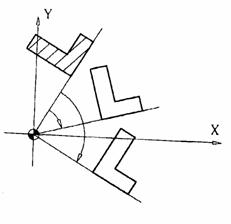 Facilitatea este legata in mod direct de sistemul polar al axelor
de coordonate. Se utilizeaza ori de cate ori un contur sau o
structura de puncte trebuie rotita in jurul unui punct.
Facilitatea este legata in mod direct de sistemul polar al axelor
de coordonate. Se utilizeaza ori de cate ori un contur sau o
structura de puncte trebuie rotita in jurul unui punct.
Produce simplificari a calculelor necesare programarii unui contur dispus la un unghi de X (Y).
· 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b Scalarea
Centru de scalare Forma scalata
111f59b
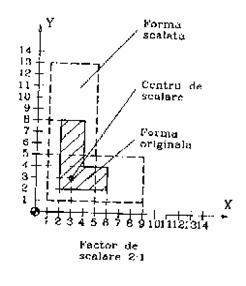
Permite ca o serie de miscari
programate sa fie executate dupa alte valori, stabilite prin
intermediul factorului de scalare.
111f59b
O structura
Forma originala
N80 G68 XYZR2 LF
111f59b
este tipica pentru scalare.
Factor
de scalare 2 : 1
G68 (sau alte valori) activeaza scalarea
iar R (uneori P) specifica valoarea factorului de scalare. Se
utilizeaza pentru confectionarea unor matrite de injectat plastic
(masinute de diferite marimi, cu aceeasi forma).
111f59b
Fig. 3.23. [23,41]
Se
considera: 1. Un reper local de programare. (sistemul de
coordonate al piesei) (RL)
≡ (OL, XL, YL, ZL) o 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b
directie si sens:
sistemul de axe o 111f59b 111f59b 111f59b 111f59b 111f59b 111f59b
originea : aleasa
arbitrar 2. Operatia de frezare a unei suprafete plane: 2 treceri de degrosare, atd = 2e 1 trecere de finisare: af = f Distante de
siguranta: εx
si εz Latimea
de suprapunere: r
3.5. Traiectoria
sculei
111f59b
Deplasare +Z
111f59b
Deplasare +Y Deplasare +X OL: Origine reper
local de progr.
111f59b
111f59b
111f59b
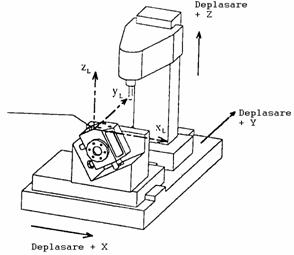
Fig. 3.24.
Punct
T
In tabel sunt prezentate precis punctele
caracteristice ale traiectoriei sculei.
111f59b
Diferitele coordonate sunt usor de calculat:
Forma originala
- plecand de la geometria piesei, definita
in RL, prin u, v, w, L, h si H;
111f59b
- adancimea de aschiere pentru degrosare e si finisare f, distantele de siguranta εx si εz si latimea suprapunerii r, raza sculei R.
Fig.
3.25.
111f59b
|
Deplasare rapida (DR) in Q1 (a1, b1, q1) Deplasare rapida (DR) in P1 (a1, b1, c1) ; εx Deplasare cu avans de lucru (DL) in P2 (a2, b1, c1) DR in Q2 (a2, b1, q1) DR in Q1 (a1, b1, q1) εz DR in P1 (a1, b1, c1) DL in P2 (a2, b1, c1) DR in Q2 (a2, b1, q3) DR in Q3 (a1, b1, q3) Finisare DR in P3 (a1, b1, c3) DL in PL1 (a2, b1, c3) DR in Q3 (a1, b1, q3) DR in P3 (a1, b1, c3) DL in P4 (a2, b1, c3) |
Calculul coordonatelor
e = (h Pf )/ 2
a1 = u + R + εx
a2 = u R - εx L
b1 = v H/2 - r/2 + R (3.1)
b1d = v H/2 + r/2 R
c1 = w + Pf + e
c3 = w
q1 = w + h + εz
q3 = w + εz
Alegerea corespunzatoare a originii conduce la
u = v = w = 0
ceea ce simplifica calculele.
Desi exemplul prezentat este banal, se pot deduce urmatoarele remarci:
- expresiile (3.1) apeleaza la o abordare sistematica a prelucrarii considerate plecand de la parametrii e, f, εz r, R;
- expresiile deduse nu sunt valabile daca H > (4R - r), caz in care trebuie considerate trei treceri sau schimbata scula Rd
- daca suprafetele nu sunt paralele cu XL si YL trebuie refacut tot calculul.
Programul pentru traiectoria sculei
N5 G00 Xa1 Yb1 Zq1 LF N70 G0 Zq3 LF
N10 Zc1 LF N75 Xa1 Yb1 LF
N15 G1 Xa1 LF N80 Zc3 LF
N20 G0 Zq1 LF N85 G1 Xq2 LF
N25 Xa1 Yb1 LF N90 G0 Zq3 LF
N30 Zc1 LF N95 Xa1 Yb1 LF
N35 G1 Xa2 N100 Zc3 LF
a doua trecere de degrosare N105 G1 Xa2 LF
N110 G0
In cadrul programului mai trebuie abordate aspecte privind alegerea sculei si conditiile tehnologice. [ 25]
|
