ALEGEREA SCULELOR SI A REGIMURILOR DE ASCHIERE - MANINI UNELTE AGREGAT
Productivitatea unei masini-unelte agregat este asigurata in principal de regimul de aschiere si de calitatea sculelor folosite. La un regim de lucru necorespunzator ales sau prin folosirea unor scule de slaba calitate, prin uzarea prematura a acestora, timpul de schimbare si reglare al sculelor poate depasi timpul productiv al masinii. Prin alegerea corespunzatoare a sculelor si a regimului de lucru se va opri masina la intervale de timp cat mai mari posibile si pentru schimbarea unor grupe cat mai mari de scule.
Pentru eliminarea acestui neajuns masinile-unelte agregat sunt prevazute cu dispozitive de prindere a sculelor la care reglarea se executa in afara massinii, iar inlocuirea lor se face prin sisteme de prindere rapida.
5. PRINDEREA SI DESPRINDEREA PIESELOR
Prinderea si desprinderea pieselor in si din dispozitiv se realizeaza la masinile-unelte agregat prin dispozitive actionate manual, mecanic, pneumatic sau hidraulic. Dispozitivele cu actionare automata asigura reducerea timpului de alimentare si permit ca un operator sa deserveasca mai multe masini concomitent.
Masinile agregat, din punct de vedere al alimentarii lor cu semifabricate, se clasifica in doua categorii:
cu alimentare manuala, la care alimentarea masinii se face de c&# 515b17f 259;tre operator prin oprirea ciclului de lucru;
- cu alimentare automata, la care alimentarea cu semifabricate este asigurata de un sistem cu buncar sau de o linie de transfer.
La masinile cu alimentare manuala se sincronizeaza activitatea masinii cu a operatorului prin doua procedee:
a) Masina are un ciclu automat iar operatorul, este nevoit sa se alinieze la tactul masinii pentru a asigura alimentarea cu semifabricate. In acest caz masina este prevazuta cu un sistem de oprire, care permite operatorului sa opreasca masina, sa nu execute tactul urmator. Dupa terminarea operatiei de alimentare operatorul poate porni masina pentru reluarea ciclului.
b) Masina are un ciclu semiautomat si dupa executarea unei piese ciclul se intrerupe. Operatorul desprinde piesa prelucrata si alimenteaza masina cu o noua piesa sau semifabricat. Pentru reluarea ciclului de lucru, operatorul trebuie sa actioneze un buton, fara de care masina nu executa operatia urmatoare.
Prin constructia lor masinile-unelte agregat asigura un acces usor la postul de alimentare si o supraveghere buna a posturilor de lucru.
6. UNITATI DE LUCRU
Unitatile de lucru sunt ansambluri independente de mecanisme si grupuri de actionare care transmit sculei miscarile necesare aschierii: miscarea principala de rotatie si miscarea de avans.
Cu unitatile de lucru se pot executa diferite operatii de aschiere ca: gaurire, filetare, strunjire plana, frezare, alezare si rectificare (fig.).
0 unitate de lucru poate functiona cu o singura scula sau cu mai multe scule simultan.

Figura 9 - Prelucrari executate cu unitati de lucru
a gaurire; b largirea gaurilor cu adancitorul;
c alezare; d filetare cu tarodul; e lamare
a. Clasificarea unitatilor de lucru. Unitatile de lucru se clasifica dupa urmatoarele criterii:
Dupa operatia pentru care sunt destinate;
Dupa modul de realizare al avansului, in:
- unitati de lucru cu pinola, la care capul de forta este fix iar miscarea de avans se realizeaza prin deplasarea pinolei;
- unitati de lucru cu cap de forta detasabil
Dupa sistemul de constructie:
- constructie bloc, constructie compacta si unitara;
constructie semibloc;
- constructie compusa.
Dupa sistemul de realizare a miscarii de avans:
- electromecanic;
- hidraulic;
- pneumohidraulic;
- hidromecanic.
Principial, criteriile de clasificare sunt independente, dar o categorie de unitate de lucru stabilita pe baza unui criteriu de clasificare poate fi gasita in toate categoriile celorlalte criterii.
b. Cicluri de lucru. Prin ciclu de lucru al unei masini-unelte agregat se intelege o succesiune logica de operatii si faze tehnologice, necesare pentru executarea unei piese, de la pornirea agregatului pana la oprirea lui.
Unitatile de lucru pot realiza o mare diversitate de cicluri. Numarul redus de faze ale unui ciclu, prin combinarea lor in toate modurile posibile, creeaza o diversitate mare de posibilitati de lucru.
Fazele componente ale fiecarui ciclu sunt:
- prinderea semifabricatului in dispozitivul de prindere al agregatului;
- pornirea ciclului;
- apropierea rapida de piesa de prelucrat;
-avansul de aschiere, corespunzator conditiilor de aschiere impuse de materialul din care este executata piesa;
- oprirea la cota stabilita de prelucrare;
- retragerea rapida;
- oprirea ciclului in faza initiala de prelucrare;
- desprinderea piesei prelucrate din dispozitiv.
c. Unitati de lucru pentru operatii de gaurire.
|
|
1) Unitatea de lucru cu pinola se caracterizeaza prin aceea ca, in timpul realizarii avansului tehnologic, se deplaseaza pinola iar unitatea ramane fixa. In figura 10 este reprezentata schema cinematica a unei unitati de lucru cu pinola. Motorul M, prin intermediul cutiei de viteze CV, transmite miscarea principala de aschiere pinolei.
Figura 10 Schema cinematica
a unei unitati de lucru cu pinola
Prin lantul cinematic compus din cutia de viteze CV, cutia de avansuri CA, roata dintata si cremaliera montata rigid pe pinola se realizeaza miscarea de avans.
Apropierea si indepartarea capului de forta de piesa se realizeaza cu ajutorul motorului M2 prin intermediul reductorului R, al surubului conducator si al piulitei. Ansamblul pinolei poate culisa pe batiul unitatii de lucru pentru a realiza apropierea rapida de piesa.
|
|
2) Unitatea de lucru cu cap de forta deplasabil se caracterizeaza prin aceea ca mecanismul miscarii principale de aschiere este inclus in capul de forta si se deplaseaza odata cu acesta pentru a realiza miscarea de avans.
Figura 11 Schema cinematica a unitatii
de lucru cu cap de forta
Pe batiul unitatii de lucru (fig.11) se afla montat motorul M2 care, prin intermediul reductorului R, a surubului conducator si a piulitei montate rigid pe capul de forta, realizeaza miscarile de avans rapid de apropiere si indepartare precum si miscarea de avans tehnologic. Miscarea principala de rotatie se realizeaza cu ajutorul motorului M1 si a cutiei de viteze CV.
d. Unitati de lucru pentru operatii de strunjire. Unitatile de lucru pentru strunjire asigura cele trei miscari necesare operatiei de strunjire:
- miscarea de rotatie a axului principal pe care se afla montat capul de strunjit si care este actionata printr-un lant cinematic independent;
- miscarea de apropiere si retragere rapida a cutitului fata de piesa de prelucrat precum si miscarea de avans a cutitului;
- miscarea de avans radial a cutitului care se asigura de un mecanism independent de avans.
Figura 12 Schema cinematica a unei
unitati de lucru pentru strunjire plana
Pe batiul unitatii de lucru se poate deplasa capul de forta, actionat de motorul M1, prin intermediul surubului conducator si al piulitei fixate rigid pe capul de forta, pentru a realiza miscarea de avans radial a cutitelor C1 si C2. Motorul M2, prin intermediul cutiei de viteze CV, imprima arborelui principal miscarea de rotatie a cutitelor (miscarea principala de aschiere). Pentru apropierea sau indepartarea cutitelor de piesa se actioneaza pistonul hidraulic care, prin intermediul cremalierei montate pe axul principal, al rotilor dintate si al cremalierelor montate pe suporturile cutitelor, realizeaza miscarea rapida de apropiere sau indepartare si miscarea de avans a cutitului. Pentru ca, in timpul rotirii axului principal, pistonul hidraulic sa nu se roteasca odata cu acesta, intre piston si arbore se introduce un cuplaj prevazut cu rulmenti.
e. Unitati de lucru pentru operatii de frezare. Operatiile de frezare se intalnesc in mod curent pe masinile agregat. In general, se executa frezari frontale si canale, care reclama o putere mica, aceasta deoarece adancimea de taiere a sculei nu poate fi modificata in timpul lucrului, reglarea ei facandu-se initial.
Pentru operatia de frezare s-au construit papusi de frezat care, in general, se fixeaza pe capetele de forta pentru gaurit sau pe capetele de forta de frezat. Unitatea de lucru pentru frezare din figura 13 se compune dintr-un batiu pe care se poate deplasa sania de avans a capului de forta. Motorul M1 asigura deplasarea rapida a capului de forta prin intermediul reductorului R. Scula executa miscarea principala de rotatie cu ajutorul motorului M2 prin intermediul cutiei de viteze CV. Pinola cu axul principal se poate deplasa axial si permite reglari ale sculei fata de piesa de ordinul a 50 mm. Un sistem de blocare mentine pinola in pozitia reglata.
Figura 13 Schema cinematica a
unei unitati de lucru pentru frezare
7. LINII AUTOMATE
GENERALITATI
0 linie automata este un sistem de masini si mecanisme (masini-unelte agregat sau universale, transportoare, dispozitive de pozitionat, prindere si control, instalatii de evacuare a aschiilor etc.) care realizeaza automat o succesiune de operatii tehnologice, in scopul prelucrarii unei anumite piese.
Structura liniilor automate compuse din masini agregat si aceea a masinilor agregat propriu-zise nu este diferentiata in principiu ci numai din punct de vedere calitativ. Prin desfacerea unei masini agregat cu masa rotativa intr-un complex de masini agregate dispuse liniar se va obtine o linie automata.
Liniile automate se caracterizeaza, in general, prin numarul mare de posturi si un grad superior de concentrare al operatiilor. Folosirea liniilor automate presupune existenta unor serii suficient de mari de piese care sa permita amortizarea costului ridicat al acestor linii.
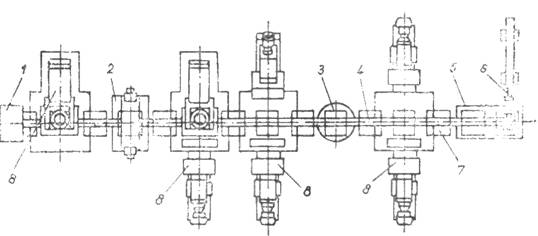 |
Figura 14 Componenta unei linii automate tipice:
1 incarcator, 2 dispozitiv de rasturnare, 3 dispozitiv de
intoarcere, 5 actionarea, 6 impingator, 7 piesa, 8 masini-unelte
7.2. CLASIFICARE
Liniile automate pot fi clasificate dupa urmatoarele criterii:
- gradul de automatizare;
- modul de deplasare al semifabricatului;
- modul de amplasare al utilajului;
- modul de control al semifabricatelor;
- tipul utilajului folosit;
- modul de legatura dintre utilaje.
Dupa gradul de automatizare, liniile automate pot fi semiautomatizate, unde toate operatiile se executa automat cu exceptia fixarii, eliberarii si controlului semifabricatului de prelucrat, care se executa manual, si linii automatizate, unde interventia operatorului nu mai este necesara decat pentru alimentarea liniei cu semifabricate la un anumit interval de timp.
Dupa modul de deplasare al semifabricatului in timpul lucrului, liniile automate pot fi: cu deplasare discontinua a semifabricatului, cu deplasare continua si cu deplasare mixta.
Dupa modul de amplasare al utilajului, liniile automate pot fi: inchise si deschise.
Figura 15 Dispunerea utilajelor in cadrul liniilor automate
a linii inchise, b linii deschise 1 utilaje, 2 linii de transfer
Liniile automate inchise (fig.15,a) au utilajele dispuse circular sau dreptunghiular si se caracterizeaza prin faptul ca piesa se reintoarce, dupa prelucrare, in acelasi loc. Acest tip de linie are avantajul ca nu ocupa o lungime mare si permite alimentarea si primirea pieselor prin aceeasi pozitie de lucru.
Liniile automate deschise au in general utilajele dispuse rectiliniu sau dupa combinatii rectilinii (fig.15,b). Acest tip de linie are avantajul amplasarii pe o suprafata de atelier mai mica dar de o latime mai mare ca a liniilor automate inchise.
Dupa modul de control al semifabricatului, liniile automate pot fi: cu control manual, cu control semiautomat, cu control pasiv si cu control automat activ.
Dupa tipul de utilaj folosit, liniile automate pot fi formate din: masini-unelte universale, speciale, agregat sau speciale.
Dupa modul de legatura al masinilor-unelte componente ale liniei automate, acestea pot fi:cu legatura rigida sau cu legatura elastica(din sectiuni independente). Cele cu legatura elastica au avantajul, fata de liniile automate cu legatura rigida, ca, in cazul opririi unei portiuni de linie, restul liniei poate functiona normal, deoarece fiecare portiune de linie este prevazuta cu rezerve de semifabricate.
Prin diferentierea operatiilor, deci prin impartirea prelucrarilor intre mai multe posturi de lucru, se realizeaza o reducere considerabila a timpului de baza aparent. Miscarea de transport de la un post la altul este de rotatie, cu ax vertical (masa circulara sau inelara) sau cu ax orizontal (tambur). Pe masa sau tambur se gasesc montate dispozitivele de fixare a pieselor. Masinile au intre 3 si 12 posturi. De remarcat ca numarul capetelor de forta este diferit de numarul posturilor de lucru (unul sau doua posturi sunt afectate incarcarii si descarcarii pieselor), la un post putandu-se gasi pana la patru capete de forta, dar un singur cap de forta poate deservi uneori si mai multe posturi.
Piesele pot circula in liniile automate fie libere, prinderea si orientarea lor facandu-se in dispozitive fixe, care se gasesc in fiecare post de prelucrare, fie impreuna cu dispozitivul in care sunt fixate, dispozitivul fiind indexat in pozitia de prelucrare la fiecare post. In cel de-al doilea caz, este necesara o cale suplimentara pe care dispozitivele goale se intorc la capul liniei. Alegerea uneia din cele doua metode este functie de forma si complexitatea piesei.

La liniile cu
legatura rigida, ritmul de functionare al posturilor este
acelasi, piesele trecand cu viteza constanta de la un post la
altul. Inaintarea pieselor se face cu ajutorul unui dispozitiv ,,pas cu pas.
Oprirea unui post pentru schimbarea sculei uzate sau oprirea accidentala
implica oprirea intregii linii.
Figura 16 Linie automata cu legatura rigida
 |
Figura 17 Linie automata cu legatura elastica
In afara posturilor de lucru si al sistemului de transport, in componenta liniilor automate mai intra o serie de dispozitive auxiliare: de incarcare, descarcare, rotire a piesei in jurul axului orizontal sau vertical, control etc.
In ultimii ani s-a folosit o solutie care cuprinde avantajele liniilor automate la productia de serie mica si mijlocie. Acestea trebuie sa imbine automatizarea complexa a prelucrarii, transportului, controlului, cu flexibilitatea impusa de seriile relativ mici de fabricatie sau chiar de prelucrarea unor piese diferite intr-o ordine arbitrara. Astfel au aparut liniile automate flexibile sau sistemele integrate de prelucrare, compuse in general din masini cu comanda numerica (in special centre de prelucrare), legate printr-un sistem de transport automat, coordonate de un calculator electronic. Aceste sisteme se utilizeaza in special in industria aeronautica si spatiala, de masini-unelte, si s-a extins la productia de motoare si vehicule grele, care se produc in serii mici si mijlocii.
8. NORME DE TEHNICA A SECURITATII MUNCII
In timpul exploatarii masinilor-unelte se pot produce usor accidente. Pentru prevenirea unor asemenea situatii se vor respecta urmatoarele reguli:
- nu se va incepe lucrul la o masina pana cand cel ce trebuie sa o deserveasca nu o cunoaste perfect;
- se vor respecta intocmai instructiunile de exploatare si deservire ale masinii-unelte elaborate de catre fabricantul ei;
- inainte de inceperea lucrului se controleaza instalatia electrica a masinii;
- inaintea inceperii prelucrarii se va verifica atent daca piesele si sculele sunt bine fixate in dispozitivele lor de prindere ;
- nu se va porni motorul electric al masinii pana cand manetele de comanda nu au fost decuplate ;
- pentru prevenirea accidentelor produse de aschii se vor folosi ochelari sau paravane de protectie. Aschiile nu se apuca cu mana ci se indeparteaza cu ajutorul unui carlig special;
- in timpul lucrului nu se vor purta haine largi; manecile bluzei trebuie sa fie stranse la incheietura mainii, iar parul lung se acopera cu o sapca sau o basma ;
- nu se vor executa masurari ale pieselor in timpul prelucrarii;
- nu se vor demonta dispozitivele de protectie prevazute de catre fabricantul masinii pentru a se face deservirea ei mai comoda;
- in cazul oricarei accidentari muncitorul trebuie sa se adreseze imediat postului sanitar de prim ajutor;
- la constatarea oricarei dereglari se va opri imediat masina, anuntandu-se persoana care a efectuat reglajul; in nici un caz cel care deserveste masina nu va interveni pentru depistarea defectului sau refacerea reglajului.
ARIESANU E., PEPTEA GH. - Utilajul si tehnologia lucrarilor mecanice,
ATANASIU N., ZGURA GH. - Tehnologia prelucrarii metalelor,EDP,
VOICU M, GHILEZAN R. - Utilajul si tehnologia prelucrarilor prin
aschiere, vol.1, EDP, Bucuresti, 1980
VOICU M., PRIBOESCU A. - Utilajul si tehnologia prelucrarilor prin
aschiere, vol.2, EDP, Bucuresti, 1980
EDP, Bucuresti, 1982
|


