DIMENSIONAREA UNEI STATII SERVICE. METODA GENERALA DE CALCUL
Proiectarea unei statii auto-service are intotdeauna ca element de plecare parcul de autovehicule ce urmeaza a fi deservit.
Pe baza acestui element se determina capacitatea unitatii autoservice ce urmeaza a fi realizata. De aceea, aprecierea parcului sau altfel spus a clientelei potentiale trebuie facuta cu atentie pentru a avea o eficienta economica cat mai buna, in sensul evitarii supradimensionarii unitatii sau realizarii unei unitati cu capacitati reduse in raport cu cererea de servicii pe piata la ora inaugurarii autoservice-ului.
La estimarea parcului disponibil se tine cont de urmatoarele aspecte: numarul autovehiculelor inmatriculate in zona; cresterea in medie pe an a numarului de autovehicule in zona construirii unitatii; specificul zonei (turistica, intens tranzitata e.t.c. ); oferta de sevicii auto existenta in zona atat din punct de vedere cantitativ cat si calitativ, avand in vedere ca prin realizarea unei unitati moderne, la standarde calitative ridicate se poate atrage in mod eficient clientela.
Capacitatea unitatii se determina pe baza necesarului de ore / an autovehicul, necesar exprimat pe baza unor date statistice privitoare la frecventa lucrarilor (ocazii / an ) si la durata medie a lucrarilor.
Pe baza capacitatii in ore/ an determinta se determina numarul de posturi, numarul de angajati, de aici rezultand in continuare necesarul de spatiu si utilaj.
Concluzionand, la realizarea proiectului pentru o unitate auto-service trebuiesc parcurse urmatoarele faze:
- 626j92g ; 626j92g ; estimarea parcului disponibil pe baza datelor de la politia locala si Registrul Auto Roman si a intesitatii traficului de tranzit.
- 626j92g ; 626j92g ; determinarea necesarului de ore/ an pe baza datelor statistice de tipul celor din tabelul: 1.1 ; se alege, functie de capacitatea determinata tipul de statie service (tip foarte mic, mic, mijlocie, mare)
- 626j92g ; 626j92g ; determinarea numarului de posturi de lucru specifice diverselor operatii (pe baza acelorasi date din tabelul: 1.1 ) functie de numarul de schimburi
- 626j92g ; 626j92g ; determinarea suprafetelor necesare si organizarea (amplasarea ) posturilor si halelor ( atelierelor )
- 626j92g ; 626j92g ; determinarea necesarului de personal (functie de necesarul de ore/an, timpul disponibil al unui muncitor pe an si numarul de schimburi ) si repartizarea pe posturi.
1.1 Tipuri de unitati service
Statiile service difera intre ele sub aspectul lucrarilor prestate (a gamei de lucrari pe care le pot presta) si sub aspectul capacitatii de productie (in ore/an). In functie de marimea si destinatia lor, s-au dezvoltat diferite tipuri de auto-service structurate astfel: auto-service-uri foarte mici, mici, mijlocii si mari, fiecare cu caracteristicile lor prezentate in cele ce urmeaza.
Atelierul auto-service de tip mic este destinat efectuarii lucrarii de intretinere cu frecventa cea mai mare si pentru inlaturarea defectiunilor minore. Se construieste cu un numar pana la 5 posturi de lucru. Lucrarile ce se pot efectua in aceste statii sunt: spalarea autovehiculului, schimburile de ulei, ungere, efectuarea unor verificari simple, reparatii minore. Capacitatea de lucru a acestor unitati este de 6.000-30.000 ore/an, in functie de numarul posturilor si numarul schimburilor adoptate. Asezarea atelierului (se recomanda) se face langa arterele principale ce strabat localitatile, autostrazi sau in jurul statiunilor balneo-climaterice.
Auto-serviceul de tip mic poate efectua: spalarea autovehicului, schimbarea uleiului, ungere, diagnosticare, reglaje, reparatii, vanzari de piese de schimb si articole de intretinere a autovehicolelor. Aceste unitati se construiesc cu 6-10 posturi de lucru din care cel putin 3 posturi sunt destinate lucrarilor de intretinere, iar la celelalte se executa lucrari de reparatii, verificari, reglaje. Capacitatea de lucru a acestor service-uri se situiaza la 3.000-60.000 ore/an. Sunt destinate localitatilor mici sau nodurilor de trafic rutier.
Autoservice-urile mijlocii sunt destinate localitatilor mai mari si zonelor cu circulatie intensa. Aceste ateliere dispun de 11-25 posturi de lucru. Din aceste posturi, de obicei 6 sunt destinate pentru lucrarile de intretinere a autovehiculului, iar celelalte sunt destinate verificarilor, reglajelor si reparatiilor. Autoservice-urile mijlocii sunt destinate pentru toate lucrarile de intretinere si reparatii ale autoturismelor, autoutilitarelor cu capacitate mica de transport (1t) si microbuzelor: spalare vehicul, schimbare ulei, ungere, protectie impotriva coroziunii, vanzarea pieselor de schimb si articolelor de intretinere, diagnosticare, verificari in perioada de garantie, revizii tehnice periodice (inspectii), reparatii, schimbarea pieselor principale, tinichigerie, vopsitorie.
Capacitatea de lucru a service-urilor mari este de 60.000-100.000 de ore/an cu o capacitate de 35-75 persoane, in functie de numarul posturilor si numarul schimburilor.
Autoservice-urile mari au mai mult de 25 de posturi si sunt construite in raza oraselor mari cu grad ridicat de motorizare. In aceste unitati sunt prestate toate lucrarile mentionate anterior.
1.2. Determinarea suprafetei post de lucru general
Se vor determina dimensiunile unui post de lucru general, care sa raspunda cerintelor lucrarilor de intretinere si reparatii precum si lucrarilor operatiilor de diagnosticare, avand la baza idea de spatiu aerisit caracteristica unui service modern.
Astfel, plecand de la clasificarea autovehiculelor functie de gabarit, si de la rezultatele studiului de nivel intocmit pentru proiectarea standului de diagnosticare a sistemului de directie in ceea ce priveste dimensiunile de gabarit ale autoturismelor, se admit ca dimensiuni de gabarit maxime 5 X 1,9 [m] (lungime X latime).
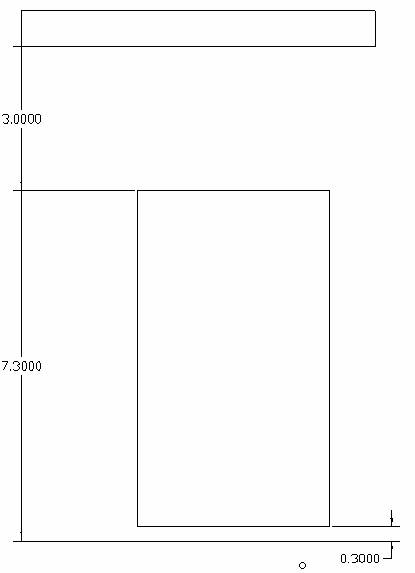 Fig. 1.1
Fig. 1.1
Distanta dintre automobil si perete sau o instalatie tehnologica fixa este prevazuta la a = 1 m pe care o consideram suficienta.
In partea din spate a postului de lucru se prevede un spatiu b= 3m pentru culoar cu acces spre toate utilitatile service-ului.
In partile laterale, distanta dintre doua automobile este prevazuta la 2m in aceeasi sursa. Pentru a tine cont de asigurarea posibilitatii efectuarii de lucrari in partile laterale a doua autovehicule alaturate si de posibilitatea echiparii postului cu un elevator, se adopta o valoare majorata c = 2 m.
In partea din fata, accesul facandu se individual pentru fiecare post, este prevazuta o distanta de 0.30 m pentru a beneficiia de spatiu suficient si dupa inchiderea usii, distanta notata cu d.
Deci ![]() (fig. 1.1.
)
(fig. 1.1.
)
Latimea postului va fi :
lp = l + c = 1,9 + 2 = 3,9 m
Se adopta: lp= 4 m
Lungimea postului va fi:
m
Unde:
atimea maxima acceptata pentru autoturism
L lungimea maxima acceptata pentru autoturism
Suprafata postului de lucru:
Sp = Lp ∙ lp = 7.30 ∙ 4 = 29.2 m2;
Acest post de lucru este specific oricarui tip de lucrari de intretinere si reparatii. Prin dotarea cu o macara mobila se poate demonta motorul. Testarile mobile computerizate permit utilizarea ca post de diagnosticare a motorului. O parte din posturi, respectiv toate posturile din atelierul de mecanica, vor fi dotate cu elevatoare pentru lucrarile la partea inferioara a automobilului, aceste lucrari fiind mai dificile si mai numeroase, volumul lor fiind aproape jumatate din volumul lucrarilor.
La proiectarea service-ului, functie de parcul de automobile ce urmeaza a fi deservit si frecventa diferitelor tipuri de lucrari si durata acestora se calculeaza numarul de posturi necesare pentru diverse tipuri de lucrari.
Cu numarul de posturi determinat pentru lucrari de intretinere si reparatii, dignosticare si revizii, se trece la organizarea halei atelierului de mecanica conform planului de sectorizare exemplificat in plansa nr : in cadrul careia se exemplifica si sectorizarea showroom ului .
In felul acesta, se poate determina preliminar spatiul necesar pentru atelierul de mecanica si utilitatile necesare acestuia (magazie piese, spatiu pentru departamentul tehnic,vestiare etc.).
l0 = Np ∙ LP + 2 ∙ gp + b = 1 ∙ 7,30 + 2 ∙ 0,2 + 3 =10,7 m ;
L0 = Np ∙ lP + U + 2 ∙ gp = 5 ∙ 4 + 2 + 2 ∙ 0,5 = 23 m ;
Unde:
NP numarul de posturi
lP latimea postului
LP lungimea postului
gP grosimea peretilor
U distanta dintre posturile marginale si pereti
Suprafata necesara:
S0 = L0 ∙ l0 = 23 ∙10,7=246,1 m2
1.3. Suprafata alocata postului de spalare
Pentru statia de spalare se aloca o incinta separata, identica cu cea pentru standul de directie, spatiu considerat suficient pentru statia de spalare.
Amplasarea incintelor de spalare si putere se face ca in schita din figura 1.3, urmarindu-se obtinerea unei amplasari (organizari generale) judicioasa.
Fig 1.2
Lungimea atelierului de spalare si a standului de directie, Lps
Las = Nps ∙ lps +U
Latimea atelierului de spalare si a standului de directie, lps
las=Nps ∙Lps +b + Ldir.
Lps lungimea postului de spalare
lps latimea postului de spalare
Nps numarul posturilor de spalare.
U distanta dintre post si peretii laterali
Avand in vedere faptul ca operatia de spalare necesita un spatiu mai mare se adopta :
lps = 5 m;
lungimea postului de spalare ramane aceeasi si anume :
Lps = 7,30 m
Suprafata postului pentru tinichigerie-vopsitorie
Ca si in paragraful destinat determinarii suprafetei unui post de lucru general, pentru determinarea suprafetei necesare a postului pentru lucrari de tinichigerie-vopsitorie se pleaca de la dimensiunile de gabarit ale automobilului.
Se admit aceleasi dimensiuni de gabarit: (5,0 X 1,9) m.
Postul pentru acest gen de lucrari necesita deasemenea o suprafata larga din urmatoarele motive: necesitatea unei bune ventilatii (aerisiri), deoarece se lucreaza cu materiale nocive (grunduri, chituri, vapori de diluant, praful rezultat la slefuirea suprafetelor chituite; necesitatea unui spatiu lateral suficient datorita lucrarilor frecvente la partile laterale ale autovehiculului (schimbarea sau repararea aripilor sau usilor).
In cazul de fata, prin conceperea service-ului auto cu hale individuale pentru fiecare atelier in parte adoptam un spatiu cat mai aerisit cu urmatoarele valori pentru cotele: a si c din figura 1.1 : a = 1,5 m ; c = 2,5 m.
Rezulta astfel:
lungimea postului pentru lucrari de tinichigerie-vopsitorie Ltv = 8 m;
latimea postului pentru lucrari de tinichigerie-vopsitorie ltv = 4,5 m.
Suprafata postului:
Sptv = Ltv ∙ ltv = 8 ∙ 4,5 = 36 m2;
Aceasta suprafata se atribuie in proiect si pentru incinta de uscare (cuptor pentru uscare), cu care, optional poate fi dotat atelierul (functie de marimea acestuia).
Lungimea totala a atelierului de tinichigerie- vopsitorie:
Latv = Nptv ∙ ltv + gp +U
Nptv numarul posturilor pentru lucrari de tinichigerie-vopsitorie.
gp grosimea peretilor
U distanta dintre posturile marginale si pereti
Latimea totala a atelierului de tinichigerie- vopsitorie:
latv = Nptv ∙ Ltv + b + Lm.p.
Lm.p. lungimea magaziei de piese
* Obs: pentru hala de vopsitorie-tinchigerie, spatiul nu poate lipsi sau fi folosit ca spatiu suplimentar, accesul in hala facandu-se prin usi plasate in fata posturilor.
1.5. Calculul principalilor parametrii ai unei
statii service.
Se vor prezenta etapele de calcul si relatiile generalizate pentru determinarea rapida (orientativa) a principalelor caracteristici ale unei statii service (suprafata necesara, numarul de posturi, numarul de muncitori) care sa fie capabila sa deserveasca un anumit parc de autovehicule.
Pe baza rezultatelor obtinute se poate intocmi un calcul economic preliminar.
Determinarea necesarului de intretinere si reparatii
Estimarea parcului disponibil
Estimarea necesarului de intrttinere si reparatii are la baza numarul autovehiculelor ce urmeaza a fi deservite (parcul disponibil).
Estimarea parcului disponibil (P1) se face pe baza unui studiu ce va analiza urmatoarele aspecte:
- 626j92g ; 626j92g ; numarul de autovehicule inmatriculate in zona;
- 626j92g ; 626j92g ; posibilitatile de crestere a numarului de autovehicule in zona;
- 626j92g ; 626j92g ; valorile de trafic ( tranzit) si specificul turistic al zonei;
- 626j92g ; 626j92g ; oferta de intretinere si reparatii deja existente in zona, sub doua aspecte: cantitativ (ore/an) si calitativ.
Estimarea necesarului de intretinere si reparatii (T)
Se face functie de frecventa medie a diferitelor lucrari la un autovehicul, si de durata medie a lucrarii respective. Frecventa medie a unei lucrari si durata medie de executie se determina static. Cu aceste date se intocmeste un tabel de tipul celui de mai jos (tabelul 1.1)
Tabelul 1.1
|
Denumirea lucrarii |
(ore lucrare) |
Frecventa lucrarii(ora,zi,an) |
||
|
|
Simbol |
valoare |
simbol |
valoare |
|
Spalarea si uscarea caroseriei |
tsc |
|
fsc |
|
|
Spalarea partii de sub autovehicul |
tss |
|
fss |
|
|
Protectie anticoroziva |
tpc |
|
fpc |
|
|
Diagnosticare |
td |
|
fd |
|
|
Lucrari legate de ungere |
tu |
|
fu |
|
|
Verificari periodice |
tvp |
|
fvp |
|
|
Inspectie tehnica oficiala |
tRT |
|
fRT |
|
|
Reparatii |
tR |
|
fR |
|
|
Schimb piese principale motor |
tM |
|
fM |
|
|
Schimb piese principale transmisie |
tT |
|
fT |
|
|
Schimb piese principale punte fata |
tPF |
|
fPF |
|
|
Schimb piese principale punte spate |
tPS |
|
fPS |
|
|
Schimb piese princ. mec. de directie |
tMD |
|
fMD |
|
|
Tinichigerie-vopsitorie |
tTV |
|
fTV |
|
Acest tabel poate fi completat si corectat in functie de conditiile concrete si date la zi
 ; [ore/an];
; [ore/an];
In medie:
Tm = (0,1∙18 + 0,5 ∙ 0,5 + 0,2 ∙ 2 + 0,5 ∙ 1,4 + 6 ∙ 1 + 0,6 ∙ 0,33 +
![]() 2,8
∙ P;
2,8
∙ P;
Deci pentru parcul P, necesarul de ore/an este in medie:
Tm = 28 ∙ P;
Alegerea tipului de unitate service
Functie de capacitatea in ore/an se disting urmatoarele tipuri de statie service:
- 6.000-30.000 ore/an; (1-5 posturi de lucru) service de tip foarte mic;
- 30.000-60.000 ore/an; (6-10 posturi de lucru) service de tip mic;
- 60.000-100.000 ore/an; (11-25 posturi de lucru) service de tip mijlociu;
- peste 100.000 ore/an; (peste 25 posturi de lucru) service de tip mare.
Determinarea numarului de posturi necesare
Numarul de posturi de lucru pentru o lucrare sau un grup de lucrari specifice se determina astfel:
![]() ;
;
Unde:
z numarul zilelor lucratoare pe an
z = zc zn zR
∙ ( 1-![]()
![]()
zn zile nelucratoare
zR zile pentru reparatii
P procent pentru intreruperi planificate
Ns numarul schimburilor
Ts durata schimbului
![]() - coeficient de indeplinire a
normelor
- coeficient de indeplinire a
normelor
m numarul de muncitori pe post
ti durata medie a lucrarii (i)
fi frecventa medie a lucrarii (i)
Numarul posturilor pentru spalarea autovehiculului
![]()
In acest algoritm de proiectare se adopta Nps = 1, indiferent de tipul service-ului. Pentru service-urile de tip mare, in functie de necesitati se pot adopta doua posturi de spalare.
Posturi pentru standul de diagnosticare a sistemului de directie
Pentru toate tipurile de unitati, exceptand cele de tip foarte mic, numarul posturilor pentru standul de diagnosticare a sistemului de directie se adopta Npp = 1.
Posturi pentru diagnosticare si verificari periodice
Numarul posturilor pentru diagnosticare si verificari periodice se determina astfel:
 ;
;
Deci Npd = 10-3∙ P;
fd; td; tvp; fvp vezi tabelul 1.1.
Npd se aproximeaza la cel mai apropiat numar intreg, sau se poate utiliza direct tabelul 1.2.
P
< 1500
Npd
Numarul posturilor pentru intretinere, reparatii curente si capitale
NpiR se determina direct din tabelul 1.3
P
NpiR
P
NpiR
P
NpiR
<500
Numarul posturilor pentru inspectie tehnica
![]() ;
;
Se adopta numarul posturilor pentru inspectii tehnice in felul urmator:
- 626j92g ; 626j92g ;
Npit = 1 pentru P![]() 3000 autovehicule
3000 autovehicule
- 626j92g ; 626j92g ; Npit = 2 pentru P > 3000 autovehicule.
Numarul posturilor pentru tinichigerie vopsitorie
Pentru determinarea NPTV se utilizeaza tabelul 1.4
Tabelul 1.4.
|
P |
NPTV |
|
P |
NPTV |
|
< 760 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Din aceste posturi, optional unul se poate aloca pentru incinta de uscare rapida, sau se adopta un post in plus.
Alte posturi, Npx
Numarul total de posturi de lucru, cu care se vor determina pe baza relatiilor stabilite in paragrafele anterioare (1.2, 1.3, 1.4) dimensiunile halelor unitatii service, va tine seama si de dotarile suplimentare optionale: masina de rectificat, strung, masina de gaurit, polizor, prese, stand pentru pompe de injectie, incinta pentru spalarea preselor.
Avand in vedere ca este putin probabil sa se lucreze toate aceste posturi simultan, se considera ca se poate face una din urmatoarele grupari (repartitii) pe postul bloc ale carui dimensiuni au fost stabilite in paragraful (1.2), si anume: 4 x 7,30 m2:
- 626j92g ; 626j92g ; polizor, masina de gaurit, strung, presa
- 626j92g ; 626j92g ; masina de rectificat, incinta pentru spalare, polizor
- 626j92g ; 626j92g ; stand pentru pompe de injectie, masina de rectificat
- 626j92g ; 626j92g ; incinta spalare stand pompe injectie.
Dimensiunile halelor
Pe baza schitelor din figurile (1.1, 1.3) si a relatiilor stabilite in paragrafele (1.2, 1.3, 1.4), se calculeaza:
L0 =Np ∙ lp + 2 ∙ gp ;
Las = N ∙ lps + U
Latv = Nptv ∙ ltv + gp +U
l0 = Np ∙ Lp + 2 ∙ gp + b
las = Nps ∙ Lps + b + Ldir.
latv = Nptv ∙ Ltv + b + Lm.p.
Lungimea totala:
Lt = L0 + Las + Latv + Ls
Latimea totala:
lt = l0 + las + latv + ls
unde: Ls lungimea showroom- ului
ls latimea showroom- ului
Concluzie
In concluzie se parcurg etapele:
pentru diagnosticare: tabelul 1.2
pentru intretinere si reparatii: tabelul 1.3
pentru inspectii tehnice NiT = 1 (sau 2)
pentru vopsitorie tinichigerie: tabelul 1.4
posturi suplimentare pentru dotari optionale: Npx.
1.6. Deteminarea necesarului de personal
Timpul disponibil al unui muncitor, Tm
TM = (ZC ZSD ZS ZCD ZX) ∙ TZ =
= (365 104 16 22 4) ∙ 8 = 1752 ore/an.
unde:
ZSD numarul sambetelor si duminicilor;
ZS sarbatori legale;
Numarul muncitorilor pe operatii
Numarul de muncitori pentru spalare
Numarul de muncitori pentru o anumita operatie se determina cu formula:
M
= ![]()
unde:
P parcul de autovehicule;
ti durata medie a operatiei [ore];
fi frecventa efectuarii operatiei [ore/zi/an];
TM timpul disponibil al unui muncitor [ore/an];
Pentru spalare:

Se adopta cate un muncitor pe schimb.
Numarul de muncitori pentru deservirea standului de diagnosticare a sistemului de directie
Se adopta cate un muncitor pe schimb.
Numarul de muncitori pentru lucrari de diagnosticare
si verificari periodice
 ;
;
Valoarea obtinuta se rotunjeste la cel mai apropiat numar intreg.
Se poate utiliza tabelul 1.5
P
Mpd
Npd
P
Mpd
Npd
P
Mpd
Npd
<450
Numarul de muncitori pentru operatii de intretinere
si reparatii curente si capitale

unde:
![]() -
coeficient de sezon
-
coeficient de sezon
P numarul de autovehicule
Valoarea obtinuta se rotunjeste la numarul intreg cel mai apropiat.
Se poate utiliza tabelul 1.6
Tabelul 1.6
|
P |
MiR |
NpiR |
|
P |
MiR |
NpiR |
|
P |
MiR |
NpiR |
|
<200 |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
Numarul de specialisti pentru inspectii tehnice
![]() ∙P ;
∙P ;
Valoarea obtinuta se rotunjeste la cel mai apropiat numar intreg
P numarul de autovehicule
Se poate utiliza tabelul 1.7
Tabelul 1.7
|
P |
MpiT |
NiT |
|
P |
MpiT |
NiT |
|
< 900 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Numarul de muncitori de tinichigerie vopsitorie
![]() ;
;
Valoarea rezultata se rotunjeste la numarul intreg cel mai apropiat
- coeficientul de sezon
Se poate utiliza tabelul 1.8
Tabelul 1.8
|
P |
MpiT |
NiT |
|
P |
MpiT |
NiT |
|
< 700 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
![]()
Numarul de muncitori pentru alte posturi
Pentru posturile suplimentare Npx adoptate se adopta numarul de muncitori astfel:
Mpx = Npx ∙ ns + 1;
unde:
Npx numarul de posturi suplimentare
ns numarul schimburilor
1.7. Repartizarea pe meserii
Numarul de muncitori pentru revizii tehnice
Numarul de muncitori pentru lucrari de revizie tehnica se obtine astfel:
![]() ;
;
unde:
TRT timpul necesar pentru lucrari de revizie tehnica ;
MRT numarul de muncitori necesar pentru lucrari de revizie tehnica ;
TM timpul disponibil al unui muncitor;
TRT = P ∙ ( tpc ∙ fpc + tu ∙ fu + td ∙ f d + tvp ∙ f vp + tit ∙ fit ) =
= P ∙ (0,5 ∙ 0,5 + 0,5 ∙ 1,4 + 2 ∙ 0,3 + 5,1 + 0,6 ∙ 0,5 ) = 6,85 ∙P;
Numarul de muncitori pentru lucrari de ungere
![]()
![]() ;
;
unde:
Mu numarul de muncitori pentru lucrari de ungere;
Tu timpul necesar pentru lucrari de ungere ;
Restul muncitorilor de la intretinerea tehnica se repartizeaza (normal) proportional cu manopera pentru executarea lucrarilor mecanice si electrice.
Astfel numarul muncitorilor mecanici respectiv electricieni se stabileste dupa cum urmeaza:
- mecanici auto:
![]()
- electricieni:
![]()
Repartizarea pe schimburi si posturi se face in functie de conditiile fiecarui caz in parte.
|
