Etapele necesare proiectarii unui proces de prelucrare mecanica
Caracterul productiei
PIESE
Buc/an grele
Buc/an mijlocii
Buc/an usoare
Productie individuala
<5
<10
<100
Productie mica
5 ![]() 100
100
10 ![]() 200
200
100![]() 500
500
Productie mijlocie
100![]() 300
300
200![]() 500
500
500![]() 1.000
1.000
Productie mare
300![]() 1.000
1.000
500 ![]() 5.000
5.000
1.000![]() 5.000
5.000
Productie masa
Ne situam in situatia realizarii unei productii de serie mijlocie deoarece numarul de piese realizate anual este de 500 de bucati.
4.Stabilirea itinerariului tehnologic
In aceasta etapa se vor preciza urmatoarele aspecte:
Operatiile de prelucrare mecanica, de tratament termic, de trasare, de ajustare si de control
Bazele tehnologice pentru operatiile de prelucrare
Schitele operatiilor de prelucrare mecanica
La stabilirea succesiunii operatiilor trebuie avut in vedere urmatoarele principii:
Primele operatii care se realizeaza sunt cele care creaza bazele tehnologice ce vor servi la prelucrarea celorlalte suprafete
Operatiile de degrosare se realizeaza la inceputul prelucrarii iar cele de finisare la sfarsit
Suprafetele mai precise care au o rugozitate mai mica vor fi prelucrate la sfarsit(pentru ca este posibil ca in timpul celorlalte operatii suprafetele amintite sa fie deteriorate in mod accidental)
Se prelucreaza prima data suprafetele care contin baze de masurare si ulterior suprafetele care sunt pozitionate prin cote fata de acestea
Succesiunea normala a operatiilor de prelucrare a unei piese la modul general este:
Prelucrarea suprafetelor ce devin baze tehnologice
Prelucrarea de degrosare a suprafetelor principale si apoi a celor auxiliare
Prelucrarea de finisare a suprafetelor principale si a celor auxiliare(daca este cazul)
Realizarea tratamentelor termice(daca sunt cerute de proiectant)
Realizarea operatiilor secundare dupa tratamentul termic(curatire, indreptare)
Realizarea operatiilor de superfinisare(rectificare fina, netezire, lepuire, hornuire)
Operatii de marcare, protectie anticoroziva, ambalare
|
Nr. crt. |
Schta operatiei si denumirea |
Faza |
Masina unealta |
Scule si portscule |
Dispozitiv |
Verificator |
||
|
|
Debitare
|
1. Prins, centrat, fixat pe prisme 2. Debitare 3. CTC |
Ferastrau circular |
Panza ferastrau (lamelara sau circulara) |
Bride sau menghine de fixare |
Ruleta |
||
|
|
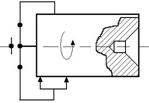
Strunjire frontala + centruire
|
1. Prins, centrat, fixat in universal 2. Strunjire frontala 3. Realizare gaura de centrare 4. CTC |
S.N. 400 X1000 |
Cutite pentru strunjire plana, burghie pentru centruire |
Universal |
Subler + comparator |
||
|
|
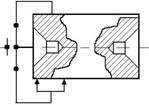
Strunjire frontala + centruire
|
1. Prins, centrat, fixat in universal 2. Strunjire frontala 3. Realizare gaura de centrare 4. CTC |
S.N. 400 X1000 |
Cutite pentru strunjire plana, burghie pentru centruire |
Universal |
Subler + comparator |
||
|
|
Strunjire de degrosare
|
1. Prins semifabricat intre varfuri, centrat, fixat 2. Prelucrarea prin strunjire de degrosare la cota 28. 3. Strunjire de degrosare la cota 34 4. Strunjire de degrosare la cota 35 5. Strunjire de degrosare la cota 38 6. Strunjire de degrosare la cota 31 7. Strunjire de degrosare la cota 28 8. CTC |
S.N. 400 X 1000 |
Cutite pentru strunjire exterioara de degrosare armate cu placute din carburi metalice tip P cu codul GC4025 conform STAS Sandvik - Coromant |
Varfuri de centrare si flanse de centrare |
Subler sau calibru |
||
|
|
Strunjirea de finisare
|
1. Prelucrare de finisare la cota 25 pe lungimea 42 2. Strunjire cilindrica de finisare exterioara la cota 31 pe lungimea 26 3. Strunjire cilindrica de finisare exterioara la cota 32 pe lungimea 80 4. Strunjire cilindrica de finisare exterioara la cota 35 pe lungimea 67 5. Strunjire cilindrica de finisare exterioara la cota 28 pe lungimea 24 6. Strunjire cilindrica de finisare exterioara la cota 25 pe lungimea 20 7. Strunjire frontala de finisare exterioara la cota 23 pe lungimea 5 8. Strunjire frontala de finisare exterioara la cota 28 pe lungimea 5. Strunjire cilindrica de finisare exterioara la cota f 28 pe lungimea 5 9. Strunjire frontala de finisare exterioara la cota 23 pe lungimea 5 10. Realizare tesituri 1 X 45; 2,5 X 45; 1 X 45; 1 X 45; 3 X 45; 1 X 45 11. CTC |
S.N. 400 X 1000 |
Cutite pentru strunjire exterioara de degrosare armate cu placute din carburi metalice tip P cu codul GC4025 conform STAS Sandvik - Coromant |
Varfuri de centrare si flanse de centrare |
Subler si micrometru |
||
|
|
Frezare canale de pana
|
1. Prins, centrat, fixat semifabricat pe masa masinii de frezat 2. Frezat canal pana la cotele 6 X 4 X 4 pe tronsonul de diametru 31 3. Frezare canal pana la cotele 6 X 4 X 4 pe tronsonul de diametru 35 |
Masina de frezat universala FUS25 |
Freza cilindro-frontala tip R21632050-30AC10N avand diametrul egal cu 4 |
Menghina autocentranta |
Sublere si micrometer de lungime si adancime |
||
|
|
Tratament termic de calire
|
1. Tratament termic la dimensiunea 31 pe lungimea 74. Tratament termic la dimensiunea 69 la lungimea 67 la 55HRC 2. CTC |
Cuptor cu inductie |
|
Masa de asezare |
Durimetru Wickers |
||
|
|
Rectificarea
|
1. Prinderea semifabricatului pe masina de rectificat cilindric exterior 2. Rectificarea suprafetei de diametrul 30 si lungime 6 3. Rectificarea suprafetei de diametru 34si lungime 40 4. CTC |
Masina de rectificat cilindric exterior |
Disc abraziv pentru rectificat |
Varf rotativ, varf fix, flansa de antrenare |
Micrometru de masurat diametre in gama 25-30 mm |
||
|
CONTROL FINAL |
||||||||
5. Calculul regimurilor de aschiere
Regimul de aschiere este factorul
determinant care influienteaza marimea normei de timp. Primul parametru al
regimului de aschiere care se determina este adancimea de achiere 
![]() -adaos
de - prelucrare
-adaos
de - prelucrare
Daca semifabricatul este precis adaosurile de prelucrare reprezinta chiar adancimea de aschiere, daca insa, adaosurile de prelucrare sunt mari atunci se impart in mai multe treceri in functie de rezistenta sculei.
Tinand cont ca diametrul
maxim al arborelui este 34 se pleaca de la o bara matritata cu diametrul 38mm,
astfel incat adaosul de prelucrare la degrosare va fi la cota 25 de 3mm, la
cota 30 de 4mm, la cota 32 de 3mm, la cota 34 de 4mm, la cota 28 de 3mm, iar la
finisare adaosul de prelucrare este 1 la cota 30 si la cota 34, prin urmare
adancimea de aschiere de degrosare este egala cu ![]()
Ap=![]() .
.
Aceste valori pentru adancimea de aschiere sunt recomandate din catalogul Sandvik-Coromant pentru materialul de scula GC4025 la prelucrarea unui otel aliat echivalen cu OLC45.
L-lungimea in consola si care se recomanda sa fie :L=1,5 h=1,5x22
Forta principala de
aschiere Fz = C![]() *Ap
*Ap![]() *f
*f![]() *HB
*HB![]()
Rai- rezistenta admisibila la incovoiere care in cazul OLC 45 ≈200 N/mm.
Ooeficientul
C![]() se
alege in functie de tipul operatiei si de tipul materialului de prelucrat
dintr-un tabel dupa cum urmeaza:
se
alege in functie de tipul operatiei si de tipul materialului de prelucrat
dintr-un tabel dupa cum urmeaza:
|
Tipul cutitului |
Materialul partii aschietoare a sculei |
Duritatea |
Materialul de prelucrat |
|||
|
OTEL |
OTEL ALIAT |
FONTE |
ALIAJE DE CUPRU |
|||
|
C |
C |
C |
C |
|||
|
Cutit normal |
Otel rapid si carburi metalice |
|
|
|
|
|
|
Cutit pentru canelare si retezare |
Otel rapid si carburi metalice |
|
|
|
|
|
Valorile exponentilor x![]() si y
si y![]() ,
se aleg din tabele in functie de tipul cutitului si materialul de prelucrat.
,
se aleg din tabele in functie de tipul cutitului si materialul de prelucrat.
|
Tipul cutitului |
Materialul de prelucrat |
|||
|
OTEL |
OTEL ALIAT |
FONTE |
ALIAJE DE CUPRU |
|
|
X |
Y |
X |
Y |
|
|
Cutit normal |
|
|
|
|
|
Cutit pentru canelare si retezare |
|
|
|
|
Exponentul duritatii se alege in functie de tipul sculei aschietoare, tipul materialului de prelucrat si duritatea materialului de prelucrat.
f= =
= =
=![]() =0.602
=0.602
|