Frezarea - Masini de frezat
Frezarea este procedeul de prelucrare prin aschiere a suprafetelor plane, cilindrice sau profilate, cu ajutorul unor scule prevazute cu mai multe taisuri numite freze. Masinile-unelte pe care se efectueaza asemenea prelucrari sunt numite masini de frezat.
Caracteristic prelucrarii prin frezare este faptul ca muchiile taietoare ale sculei participa cu intermitenta la procesul de aschiere (figura 2.56). Scula efectueaza miscarea principala de rotatie Mp, iar piesa efectueaza miscarea secundara rectilinie Ms. Din actiunea simultana a celor doua miscari rezulta o traiectorie de lucru cicloidala pentru muchia taietoare.
Elementele aschierii prin frezare sunt:
Spre deosebire de strunjire, in acest caz, se deosebesc:
Intre aceste avansuri exista urmatoarea corelatie:
![]() [m/min] (2.15)
[m/min] (2.15)
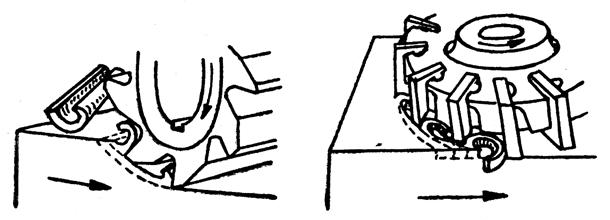
Fig. 2.56. Principiul de lucru la frezare
1. Masini de frezat
Dupa constructie, masinile de frezat sunt orizontale, verticale, universale si longitudinale.
Masinile de frezat cu consola formeaza categoria de baza printre masinile de frezat. Caracteristica principala a acestor masini, este consola, care sustine masa de lucru. Masinile de frezat cu consola pot fi orizontale, verticale sau universale.
In figura 2.57 se prezinta o masina de frezat universala montata pentru a lucra pe orizontala. Aceasta masina de frezat se compune din placa de baza 1 pe care se afla corpul 2. Pe partea din fata ale corpului sunt prevazute ghidajele 3 in lungul carora se deplaseaza consola 4. Actionarea consolei pe verticala se face prin intermediul surubului 5 care serveste si drept sprijin al acesteia.
In lungul ghidajelor 6 se poate misca sania 7, iar pe aceasta din urma, sania cu masa de lucru 8. Masa de lucru poate executa deci, miscari pe trei directii perpendiculare una pe alta, de asemenea mai poate fi si rotita in plan orizontal. Miscarea principala o executa arborele 10 pe care se monteaza freza.
In interiorul corpului masinii se afla amplasate motorul electric si cutia de viteze, iar in consola se afla cutia de avansuri.
Masina de frezat verticala (fig. 2.58) se deosebeste de cea anterioara prin aceea ca arborele principal se afla intr-o pozitie verticala.
Masinile de frezat universale sunt dotate cu capete de lucru verticale, orizontale si de mortezat, astfel ca functie de cerinte, asemenea masini de frezat pot fi adaptate pentru a fi utilizate cat mai convenabil.
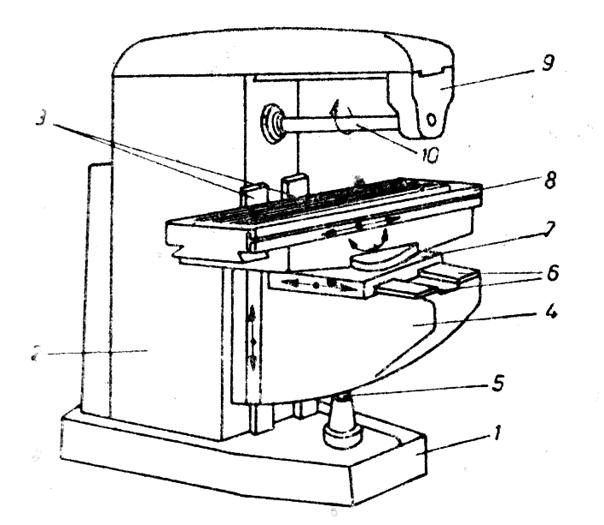
Fig. 2.57. Masina de frezat universala

Fig. 2.58. Masina de frezat verticala
2. Tipurile de baza ale frezelor
Necesitatea de adaptare a procedeului de frezare la diferite tipuri de prelucrari, a dus la crearea unei mari diversitati de scule pentru-frezat. Dupa felul suprafetelor de prelucrat si constructie, frezele pot fi clasificate in urmatoarele categorii (fig. 2.59):
Dupa constructia dintelui, frezele se impart in freze cu dinti frezati, cu dinti detalonati si cu dinti demontabili. Dintii detalonati prezinta proprietatea ca la reascutire pe fata de degajare, profilul lor ramane neschimbat. Frezele cu dinti frezati prezinta unele avantaje fata de cele cu dinti detalonati in sensul ca executia si reascutirea lor sunt mai simple, iar conditiile in care acestea aschiaza sunt mai bune, datorita unghiului de degajare care este pozitiv.

Fig. 2.59. Tipuri de freze
3. Lucrari executate pe masini de frezat
Executarea unei lucrari de frezare implica stabilirea tipului de masina de frezat, a dispozitivelor si sculelor necesare. In continuare, masina aleasa, trebuie reglata in vederea executarii lucrarii cerute: fixarea scalei si a piesei, verificarea bataii frezei si a pozitiei piesei, alegerea regimului de lucru si fixarea lor prin comenzile masinii etc.
La alegerea tipului de freza se va lua in considerare ca frezarea frontala este mai eficienta decat frezarea cu freze cilindrice.
Pe masinile de frezat pot fi prelucrate un numar foarte mare de forme de suprafete: plane orizontale, verticale si inclinate, suprafete plane compuse, profilate, circulare si tronconice, canale de pana, caneluri etc. Cu ajutorul accesoriilor pot fi executate roti dintate, cremaliere, canale elicoidale etc.
Frezarea suprafetelor plane se efectueaza pe masini de frezat verticale folosind freze sau capete de frezat frontale, iar pe masini de frezat orizontale cu freze cilindrice (fig. 2.60).
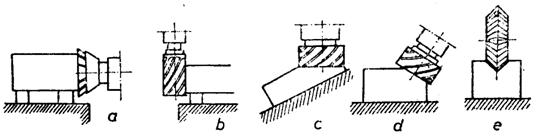
Fig. 2.60. Frezarea suprafetelor plane
Frezarea suprafetelor profilate poate fi efectuata pe masini de frezat cu consola. De regula asemenea suprafete se realizeaza prin folosirea unor scule profilate sau prin copiere. Frezarea suprafetelor circulare se realizeaza cu folosirea platoului rotativ. Se pot executa astfel, canale circulare, suprafete cilindrice sau tronconice. Frezarea canalelor de pana se face utilizand freze disc sau deget. Cele patru cazuri de canale de pana prezentate in figura 2.61 se executa in urmatoarele conditii: a, b si d cu freza disc; c cu freza deget. Cazurile a, b si d se executa pe o masina de frezat orizontala, iar cazul c pe o masina de frezat verticala.
Prelucrarea prin frezare a unei piese complexe prevazuta cu ghidaje in forma de coada de randunica (fig. 2.62) se executa pe o masina de frezat verticala. Succesiunea operatiilor de frezare a acestei piese, dupa prelucrarea bruta a placii, este urmatoarea:
a frezarea de degrosare a suprafetei plane superioare;
b frezarea de finisare a pragurilor laterale;
c frezarea de degrosare si finisare a suprafetei plane inferioare;
d frezarea de degrosare a canalului;
e frezarea ghidajului cu freza unghiulara.
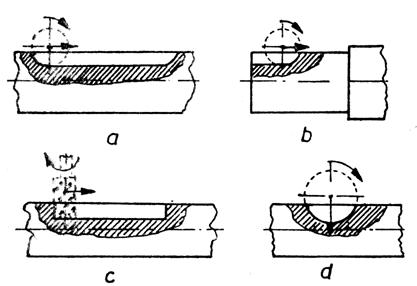
Fig. 2.61. Frezarea canalelor de pana

Fig. 2.62. Exemplu de prelucrare complexa a unei piese
4. Lucrari executate cu capul divizor
Capul divizor este un dispozitiv cu ajutorul caruia se pot imprima unei piese rotiri fractionare repetate egale sau neegale, cu precizie ridicata. Prelucrarile care solicita folosirea acestui dispozitiv sunt: frezarea danturii rotilor dintate, frezarea canalelor elicoidale, taierea dintilor la cuplaje, frezarea profilelor poligonale etc.
Capetele divizoare pot fi cu discuri, cu roti dintate sau optice. Capul divizor simplu este destinat lucrarilor de serie care prezinta un numar redus de divizari. El se compune dintr-un corp care sustine arborele principal (fig. 2.63). Pe unul din capetele acestui arbore se afla montat discul divizor D si o roata de antrenare, iar pe celalalt capat dispozitivul de prindere a piesei.
O prima conditie care se cere la folosirea acestui dispozitiv, este ca numarul de gauri G aflate pe discul de divizare, sa fie divizibil cu numarul de diviziuni egale z, care trebuie sa fie obtinute pe circumferinta piesei. In aceste conditii, pentru rotirea piesei cu un pas, se va avea in vedere ca rotirea sa fie efectuata cu un numar de gauri g, care rezulta din urmatorul raport:
![]() (2.16)
(2.16)
Cel de al doilea cap divizor (fig. 2.64), pentru ca are o demultiplicare cu surub-roata melcata in raportul i = z2/z1, grupajul g de gauri de pe cercul considerat al discului cu G gauri, se determina astfel:
![]() (2.16)
(2.16)

Fig. 2.63. Cap divizor simplu
![]()
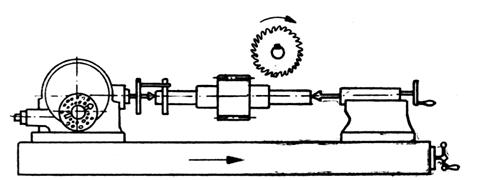
Fig. 2.64. Frezarea unei roti dintate pe capul divizor
La prelucrarea rotilor dintate, frezarea se face dinte cu dinte. Dupa frezarea unui gol cu freza profilata, se face divizarea peste g gauri, se trece la prelucrarea celui de al doilea gol si in felul acesta pina la prelucrarea completa a rotii.
In cazul frezarii rotilor dintate cu dantura inclinata, spre deosebire de cazul anterior, piesa capata in timpul prelucrarii o miscare circulara astfel incat din combinarea acestei miscari si a celei de avans automat al frezei profilate sa rezulte o elice corespunzatoare inclinarii danturii.
Prelucrarea insa a rotilor dintate fata de care exista pretentii ridicate se executa prin frezare cu o freza melc sau prin mortezare cu o scula pieptan si pe masini specializate.
|
