Procedee de sudare
Sudarea prin presiune cu incalzire cu flacara
e) Sudarea in puncte.
Imbinarea prin sudare in puncte se realizeaza in principiu prin trecerea unui curent electric printr-un contact si incalzirea contactului respectiv la temperaturi ridicate, urmata de presarea si racirea sub presiune. Se pot suda simultan unul sau mai multe puncte.
Dupa modul de realizare a circuitului electric sudarea in puncte poate fi din doua parti si dintr-o singura parte.
Sudarea in puncte din doua parti (fig. 3) se executa priu presarea tablelor de sudat 1 si 2 cu o forta P intre doi electrozi 3 si 4, care actioneaza pe ambele parti, fiind conectati la secundarul unui transformator de sudare 5, prevazut cu comutatorul de prize 6. Transformatorul este racordat la reteaua de alimentare prin intermediul unui contactor mecanic comandat de sistemul de comanda 8 care asigura programarea curentului prin elementul 7 si a fortei prin elementul 9.
Procedeul consta in realizarea presiunii dupa care se conecteaza transformatorul de sudura. Ca urmare, ia nastere un curent de densitate maxima care se stabileste intre cei doi electrozi si care trece si prin rezistenta de contact intre cele doua piese. Caldura care se dezvolta prin efectul Joule determina o crestere a temperaturii in zona de contact. Pe masura incalzirii metalului, rezistenta de contact se micsoreaza, iar rezistivitatea creste, astfel ca sursa termica se extinde in jurul rezistentei de contact, formand un nucleu de metal topit, cu participarea ambelor piese (fig. 4).
Nucleul de metal topit este inconjurat in planul de contact de un inel de graunti cristalini comuni, format prin sudarea in stare pastoasa datorita fortei de presare P.
Fig 3
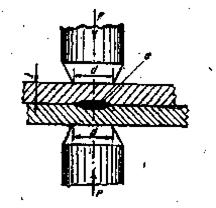
Fig 4
Intreruperea curentului dupa formarea nucleului topit provoaca solidificarea metalului si obtinerea urmi punct sudat rezistent. Mai multe puncte asezate dupa o traiectorie formeaza o cusatura in puncte.
In figura 5 sunt reprezentate diagramele caracteristice care indica variatia curentului I2 si a fortei P in timpul sudarii, in cazul folosirii curentului alternativ.
Varianta a se aplica la sudarea
tablelor cu grosimi de 4-6 mm din oteluri cu calibilitate redusa. Dupa ce forta P atinge o
anumita valoare,
In unele cazuri, dupa intreruperea curentului de sudare se mareste forta de presare(varianta b). Aceasta. Varianta se aplica in cazul tablelor cu grosimi peste 6 mm din otel moale sau la table din aliaje usoare a caror grosime nu depaseste 1-1,5 mm.
La piese de grosime mare (peste 5 mm) si cu suprafata mai putin neteda se aplica o incalzire treptata a supraifetelor de contact si a metalului din zona cuprinsa intre electrozii de contact. Acest mod de incalzire se poate realiza prin conectarea intermitenta a curentului de sudare (varianta c). In acest fel se evita o incalzire excesiva a electrozilor.
La sudarea unor piese importante din aliaje de aluminiu cu grosimi de 2-5 mm este necesara o variatie continua a curentului si a fortei de presare (varianta d). Avantajul maririi continue a curentului consta in aceea ca se impiedica formarea unor puncte discrete de sudare intre electrozii de contact si piesele de sudat cand acestea sunt din metale neferoase sau table placate. Prin reducerea continua a curentului la sudarea aluminiului, magneziului si a unor oteluri aliate este posibila eliminarea porilor si a fisurilor.
Fig 5
Sudarea in puncte dintr-o singura parte (fig. 6). In cayul acestui procedeu piesele de sudat 1' si 1" preseaza pe suportul 2 cu ajutorul electrozilor 3 Piesele 1' si 1" nu se afla in contact electric direct, de aceea curentul secundar strabate contactele stabilite intre 1' si 2 si 2 Procedeul se aplica tablelor din otel cu grosimi de pana la 2,5 mm.
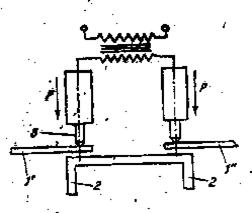
Fig 6
Regimul de sudare.
La sudarea prin puncte regimul de sudare cuprinde urmatorii parametri principali: intensitatea curentului de sudare, diametrul electrodului, forta de apasare si timpul de sudare.
regimuri moi, caracterizate prin: durata mare (1,5 - 3 s); apasare mica (< 5 bar) si densitatea de curent mica (70 - 160 A/mm2);
regimuri
tari, caracterizate
prin: durata mica (0,02 - 1,5 s), apasare
mare (>5 bar) si
densitatea de curent mare (160-400 A/mm2).
Regimul moale se aplica la sudarea pieselor din oteluri moi sau in cazu] otelurilor calibile cu grosime peste 1 mm.
Regimul tare se foloseste la sudarea tablelor din otel inoxidabil, aluminiu si aliajele sale, alte metale si aliaje neferoase cum si la piese din otel carbon moale cu grosime foarte mica.
Sudarea in puncte se aplica in industria autoturismelor, autobuzelor, avioanelor, vagoanelor etc. ,De asemenea, se foloseste la executarea plaselor din sarma, carcaselor pentru armarea betonului si in domeniul constructiilor metalice.
Sudarea in linie
Procedeul de sudare in linie are la baza aceleasi principii si utilaje ca si sudarea in puncte, cu deosebirea ca electrozii au forma unor role de contact (fig. 7). Rolele se executa de obicei din cupru, racite cu apa, avand menirea de a produce presarea tablelor.
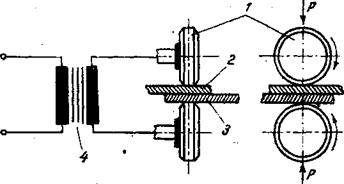
Fig 7
Prin frecare, rolele antreneaza. tablele intr-o miscare de avans cu viteza de sudare vs.
Regimul de sudare in linie se aplica in doua variante, si anume:
Regimul caracterizat prin valori constante pentru curent si forta de apasare (fig. 8, a). Aceasta varianta prezinta dezavantajul supraincalzirii suprafetei de contact, de aceea este mai putin folosita. Supraincalzirea se datoreste propagarii caldurii cu o viteza mai mare decat viteza de sudare.
Regirmul caracterizat prin intrerupere
si conectare ritmica a curentului in timp ce rolele de contact au o turatie
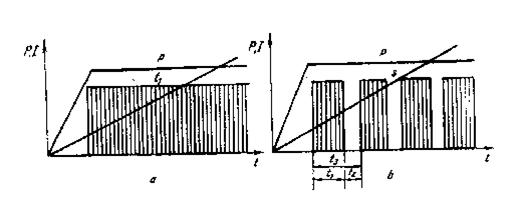
Fig 8
Principalii parametri ai procesului de sudare sunt: curentul de sudare, forta de apasare a roleJor, pasul dintre doua puncte succesive, conditiile de intermitenta a curentului, viteza de sudare si dimensiunile rolelor de contact.
In general, la sudarea in linie, curentul este de 1,5 - 2 ori mai mare decat la sudarea in puncte, la acelasi material si la aceeasi grosime.
Forta de apasare a rolelor de contact se stabileste cu 10-30% mai mare decat cea corespunzatoare sudarii in puncte.
In privinta intermitentei curentului se recomanda ca valoarea raportului t1/t2 = 0,4.. .0,6, la oteluri moi, 0,3 - 0,5 la oteluri austenitice i 0.3-0,45 la aliaje usoare.
Viteza de sudare scade cu cresterea grosimii tablelor de sudat, fiind cuprinsa intre 0,5 si 3m/min.
Latimea activa a rolelor de contact se adopta 2s ÷ 2 mm, iar razele de rotunjire a suprafetei de contact fiind de 50-75 mm.
Sudarea in linie are aceeasi aplicabilitate ca si cea in puncte, insa permite obtinerea unor imbinari etanse. Se sudeaza materialele metalului de orice natura cu grosimi sub 4 mm.
Sudarea cap in cap cu role fig. 9) este o varianta a sudarii in linie care se aplica la sudarea tevilor dupa generatoare. Banda de otel indoita sub forma unui tub I este presata intre rolele 2, datorita frecarii, determina si avansarea tevilor. Perpendicular pe directia de presare sunt amplasate rolele de contact 3 si rola de sprijin 4. Prin acest procedeu se sudeaza tevi din otel carbon cu diametrul intre 10 si 400 mm si grosimea peretelui de 0,5 - 14 mm.
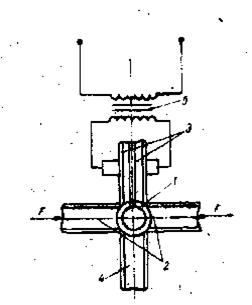
Fig 9
Sudarea prin presiune cu incalzire prin inductie.
Incazirea prin inductie se realizeaza cu o sursa de curent alternativ de frecventa corespunzatoare si cu un inductor potrivit formei, dimensiunilor si proprietatilor piesei de sudat. Schema de principiu a unei instalatii de sudare cu incalzire prin inductie este reprezentata in fig 10.
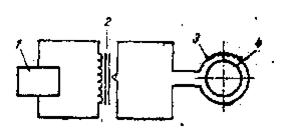
Fig 10
Echipamentul de inalta frecventa 1 alimenteaza, prin circuit de incarcare, primarul unui transformator 2, iar secundarul transformatorului alimenteaza inductorul 3, in interiorul caruia se plaseaza pisa de sudat 4.
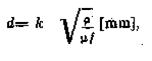
Incalzirea prin inductie se realizeaza datorita efectului pelicular si anume, cu cat frecventa curentului este mai mare, cu atat curentul are tendinta de a creste spre straturile superficiale ale pieselor. Datorita densitatii mari de curent, piesele se incalzesc la temperaturi ridicate. Adancimea de patrundere a curentului electric depinde de rezistivitatea si permeabilitatea magnetica a metalului si de frecventa curentului, conform expresiei:
in care:
d este adancimea de patrundere a incalzirii, in mm;
k - factor de proportionalitete;
ρ - rezistivitatea metalului, in Ω mm2/m;
- permeabilitatea magnetica a metalului;
f - frecventa curentului in Hz.
Sudarea cu inductie se aplica la sudarea tablelor cap in cap pentru fabricarea tevilor sudate pe generatoare. Procedeul este asemanator cu cel de sudare in linie cu deosebirea ca in locul rolelor de contact se plaseaza inductorul. Sudarea se realizeaza la o frecventa de alimentare de 2 - 500 kHz functie de adancimea necesara de patrundere. Datorita costului ridicat, procedeul de sudare prin inductie se aplica la tevi din aluminiu, din otel austenitic etc.
Sudarea prin frecare
La procedeul de sudare prin frecare incalzirea suprafetelor de imbinat se realizeaza pe seama fortelor de frecare dezvoltate intre doua suprafete aflate in miscare relativa. Caldura degajata datorita trecerii depinde de forta P care preseaza reciproc piesele, de coeficientul de frecare si de viteza relativa de deplasare.
In figura 11 sunt reprezentate diferite variante ale incalzirii in vederea sudarii. Astfel, in figura 11.a, miscarea relativa se obtine prin rotirea uneia din piese concomitent cu aplicarea fortei de presare, in figura 11,b rotirea se face in sens contrar a ambelor piese concomitent cu actiunea fortei de presare, in figura ll,c rotirea se aplica unei piese intermediare, iar forta de presare actioneaza asupra celor doua piese extreme si in figura 11,d miscarea relativa se obtine prin deplasarea alternativa a unei piese concomitent cu actiunea presiunii.
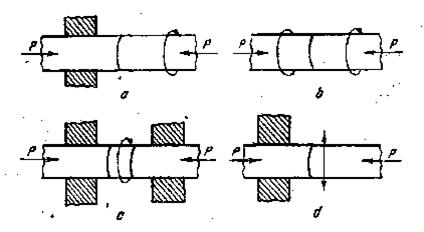
Fig 11
Pe masura ce capetele de sudat se incalzesc are loc si deformarea lor plastica sub actiunea fortei de presare. Dupa atingerea temperaturii necesare, se opreste miscarea pieselor, fapt ce permite realizarea imbinarilor suprafetelor in contact.
Principalii parametri ai procesului de sudare prin frecare sint: viteza relativa, compresiunea specifica in timpul sudarii, scurtarea la refulare, durata procesului de sudare si starea suprafetelor.
Viteza relativa periferica up poate varia in limite foarte largi, fara o influenta insemnata asupra rezistentei imbinarilor sudate. In conditii normale de lucru vp= 2 3 m/s.
Compresiunea specifca Ks se stabileste in raport cu productivitatea necesara, caracteristicile metalului si puterea disponibila. In stadiul final al presarii, compresiunea specifica este data de expresia:
Ks = (0,2 ..0,4) σr [daN/mm2]
unde σr este rezistenta la rupere a metalelor la temperatura obisnuita.
Scurtarea la refulare Sr se produce datorita actiunii fortei axiale si determina expulzarea oxizilor si a impuritatilor de pe suprafetele de imbinat. Valoarea scurtarii la refulare se determina cu relatia:
Sr = ) d[mm],
unde d este diametrul barelor sudate.
Durata procesului este legata de atingerea temperaturii necesara realizarii imbinarii sudate, 1200°C in cazul otelului carbon moale, si de extinderea zonei de incalzire pana in central piesei.
Suprafetele de imbinat trebuie sa fie curatate de oxizi, sa fie perpendiculare pe axa barelor si sa fie prelucrate ingrijit prin aschiere.
Procedeul de sudare prin frecare se aplica la oteluri carbon, oteluri aliate si la metale si aliaje neferoase. De asemenea, se pot suda si materiale diferite, de exemplu: otel-bronz, cupru-aluminiu etc. Sudarea prin frecare se foloseste la imbinarea pieselor cu sectiuni circulare si cu diametre egale sau diferite, ca de exemplu: sudarea prelungitoarelor burghielor, tijelor de la corpul pistonului, la suruburi, capul hexagonal de corpul cilindric etc.
In comparatie cu sudarea electrica in capete, sudarea prin frecare prezinta urmatoarele avantaje: consum redus de energie, putere mica de record a instalatiei, exploatarea simpla a utilajului si usurinta mecanizarii si automatizarii procedeului.
Sudarea prin presiuine la rece cu ultrasunete.
In cazul acestui procedeu presiunea este exercitata asupra uneia din piesele de sudat prin intermediul unei scule care in acelasi timp are si rolul de sonotrod. Pentru vibrarea sonotrodului la o frecventa de 15-30 kHz si la o amplitudine de 0,001-0,003 mm se foloseste un transductor magnetostrictiv prevazut cu un concentrator ultrasonic (fig.12).
Fig 12
Prin suprapunerea vibratiilor ultrasonice peste presiunea statica se obtine energia de activare necesara realizarii sudarii care se produce la presini mai mici decat in cazul procedeului conventional de sudare la rece.
Procedeul de sudare cu ultrasunete se aplica la sudarea metalelor feroase si neferoase cu grosimi de pana la 4 mm cu corpuri metalice sau nemetalice cum ar fi materiale ceramice. Imbinarile realizate se caracterizeaza printr-o buna calitate si o rezistenta comparabila cu cea a metalelor de baza. Procedeul este foarte putin sensibil la oxizi si la impuritatile de suprafetele metalelor de sudat.
Sudarea prin explozie.
Sudarea prin explozie se aplica la placarea tablelor sau pieselor mari, la obtinerea tevilor in diferite corpuri metalice, la sudarea prin suprapunere sau cap in cap a tablelor si in fabricatia materialelor intarite cu fibre.
Procedeul se foloseste cand metodele conventionale de imbinare nu pot fi realizate tehnic sau sunt neeconomice. Astfel, sudarea prin explozie se aplica in cazurile in care nu se pot suda sub presiune metalele cu proprietati plastice diferite sau cand nu se pot suda prin topire metale diferite, cum ar fi tantalul sau titanul cu otelul.
Sudarea prin explozie este deosebit de avantajoasa in cazul fabricatiei metalelor compuse din mai multe structuri. In acest caz imbinarea intre metale se obtine daca sunt indeplinite doua conditii de baza:
- curatirea buna de oxizi si de impuritati a suprafetelor de imbinat;
- apropierea intima a suprafetelor de imbinat, astfel incat fortele atomice de interactiuni sa determine o adeziune, adica sa stabileasca un echilibru intre distantele dintre atomi si potentialul energiei.
Aceste conditii sunt indeplinite cand stratul depus loveste cu viteza mare sub un anumit unghi metalul de baza. Viteza de impact este de 200-1 000 m/s.
In cele mai multe cazuri, suprafetele care se placheaza prin sudare sunt foarte mari, astfel incat cele doua placi se asaza paralel sau la un unghi de pana la 1° una fata de cealalta.
Procedeul se foloseste pe scara larga in constructia de utilaje si aparate destinate industriei chimice, si la obtinerea in conditii avantajoase a unor materiale compuse pentru care necesitatile nu justifica o fabricatie prin laminare.
Sudarea cu termit (aluminotermica).
Termitul este un amestec, sub forma de pulbere, constituit din oxizi de fier 77% si aluminiu 23%. Prin aprinderea acestui amestec cu arc electric sau pe alta cale are loc o reactie puternica datorita afinitatii mari a aluminiului pentru oxigen. Se produce astfel reducerea oxizilor de fier cu formare a oxidului de aluminiu, iar caldura generata este suficienta pentru a ridica temperatura la 3595°C. Datorita pierderilor de caldura, in zona cusaturii se atinge o temperatura de 2480°C.
Reactia de ardere a termitului este de forma:
3Fe304 + Al = 9Fe + 4A1203 + Q
Sudarea cu termit se poate executa atat prin topire cat si prin presiune, dupa cum metalul topit participa la topirea metalului de baza sau numai la incalzirea acestuia pentru a fi sudat.
In cazul sudarii cu termit prin topire (fig 13.a), metalul topit 1 din oala de turnare se toarna prin orificiul 2, intr-o forma 3 care inconjoara rostul pieselor de sudat. Oxidul de aluminiu (A1203, avand greutatea specifica mai mica, mentine la suprafata metalului topit astfel ca nu vine in contact cu piesele sudate.
La sudarea prin presiune (fig. 13.b), metalul topit se toarna prin partea superioara a oalei cu termit, permitand patrunderea in forma mai intai a zgurei (A1203) si dupa aceea a metalului lichid. In acest fel piesele de sudat nu vin in contact direct cu metalul topit, ci cu zgura. In felul acesta metalul topit cedeaza caldura pentru incalzirea capetelor pieselor de sudat pana la starea plastica, dupa care are loc sudarea prin presiune.
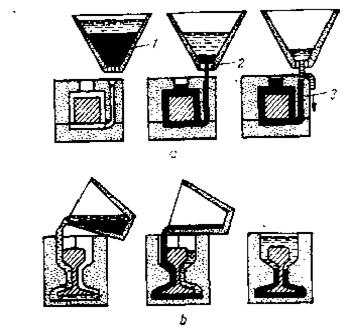
Fig 13
Sudarea cu termit se aplica la tevi, bare, sine de cale ferata, cilindri de laminoare etc.
Avantajul principal al procedeului de sudare cu termit consta in viteza de racire lenta a intregii mase a cusaturii din piese, fapt ce determina tensiuni reziduale minime.
Sudarea cu arc electric
Clasificarea surselor de curent electric pentru sudarea cu arc electric poate fi facuta dupa mai multe criterii:
Dupa felul curentului se deosebesc:
- surse de curent continuu care pot fi generatoarele de sudare ce formeaza o constuctie completa, la care rotoarele motorului si generatorului se monteaza pe un arbore comun intr-o carcasa si se numesc grupuri convertizoare. Daca generatorul de curent este antrenat de un motor cu ardere interna,se numeste grup electrogen;
- surse de curent alternativ care sunt aparate electrice ce transforma curentul electric de retea in curent de sudare cu frecventa de la retea sau cu o frecventa ridicata.
Reprezinta unul dintre cele mai raspandite procedee de asamblare prin sudare, datorita simplitatii sale si raspandirii utilajelor de sudare.
Electrozii metalici inveliti sunt vergele metalice, confectionate din materiale cu compozitia chimica identica sau apropiata de cea a metalului de baza ( materialul pieselor ce se sudeaza ). Vergelele metalice sunt acoperite cu un invelis alcatuit din pulberi care au rolul de a usura amorsarea si intretinerea arcului electric, precum si protectia baii de sudura impotriva oxigenului din atmosfera.
La sudarea oxiacetilenica se produc modificari structurale in zona sudurii si de aceea procedeul este folosit numai pentru constructii metalice secundare sau pentru constructii din elemente subtiri care nu pot fi sudate electric.
|
